Внутренняя защита в алюминиевых банках для напитков.
Помимо металлообработки, мы работаем в пищевой промышленности и поэтому должны до предела заботиться о качестве продукции, особенно когда речь идет о внутренней защите нашей упаковки в двухсекционной банке.
Давайте кратко поговорим об этом процессе и дадим несколько советов о том, как поддерживать в хорошем состоянии это важное оборудование, которое является частью нашей ежедневной работы.
В настоящее время мы предлагаем несколько моделей IS (Inside Spray) или IC (Inside Coating). Оборудование, работающее на высоких скоростях, от 300 до 400 банок в минуту.
Кто-то старше, кто-то современнее, но суть команды никогда не меняется. Принципы работы одинаковы, независимо от моделей и производителей. Все с одной и той же целью.
Нанесите слой внутреннего лака, чтобы защитить банку от воздействия жидкости, сохранив при этом ее вкусовые характеристики.
Защищает банку от коррозии и уменьшает трение с инструментами Necker, формируя горлышко.
Но как это работает?
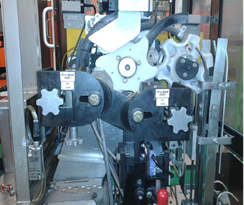
Машина подается с помощью конвейерной ленты и гребного устройства для банок. Эти банки подаются в загрузочные бункеры инлайнеров для нанесения покрытий и синхронно устанавливаются на звездочку.
Звезда обычно имеет 06 посадочных мест, и каждое посадочное место имеет шкив, который отвечает за удержание и вращение. Вращение шкивов приводится в движение двигателем и ремнем.

После получения лака банка отправляется в IBO — печь, в которой происходит сушка и отверждение лака.
Этот процесс постоянно контролируется посредством весовых испытаний лаков и покрытий, контроля обнаженных металлов, каждый из которых имеет свою определенную периодичность, основанную на стандартах, установленных сектором качества.

Каждый продукт имеет свои пределы спецификации. Любые отклонения должны быть выявлены и оперативно устранены. Рекомендуется, чтобы каждый завод развернул свои записи и устранил неполадки для обучения технических специалистов. Это необходимо для выявления и лечения первопричины обнажения металла.
В этой части процесса необходимо создать стандартизацию конфигураций машин и следовать ей дисциплинированно. Это обеспечит эффективность работы оборудования и поможет в отслеживании и расследовании в случае каких-либо отклонений.
В качестве примера приведена следующая таблица для расчета количества оборотов. Идея заключается в том, чтобы получить ближайшее целое число.
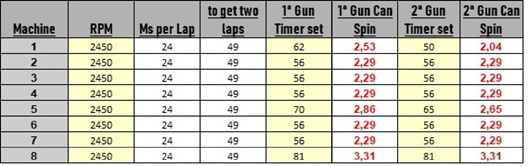
Эта таблица имеет конкретную формулу и показывает нам, как мы можем достичь количества оборотов, необходимых для правильного нанесения слоя лака.
Случайные или бессистемные изменения времени срабатывания пистолета могут привести к различным недостаткам, таким как изменение слоя покрытия, отходы покрытия или повышенное загрязнение машин.
Помимо времени стрельбы, рекомендуется стандартизировать высоту, расстояние, шипы, угол наклона орудия и общее давление.

Поэтому важно, чтобы конфигурация определялась и использовалась дисциплинированно, так как это позволяет избежать ненужных корректировок.
Важно отметить, что каждый завод разрабатывает свою конфигурацию совместно с производителями оборудования и поставщиками лака в соответствии с форматом банок и типом продукта. Пример конфигурации для форматов 12 унций показан ниже.

Это пример конфигурации устройства. Распространение этих стандартов на все имеющееся у вас в сети оборудование создает стандартизацию и дает нам гарантию хорошей работы. Эти регулировки необходимо проверять ежедневно, так как, несмотря на то, что они имеют очень надежные системы крепления, они подвержены поломкам и могут потерять свое положение.
В прошлом аналоговые модули выполняли все функции электронного управления оборудованием, но не имели средств защиты и мониторинга, часто оставляя процесс незакрытым из-за неисправностей.
С развитием технологий сегодня мы имеем доступ к системам управления и мониторинга, которые гарантируют отличную производительность, защищая процесс от эксплуатационных отклонений оборудования.
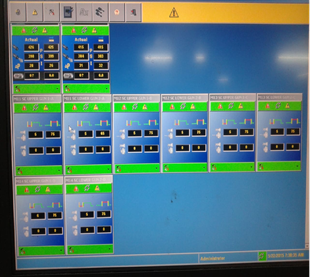
В режиме онлайн и в реальном времени можно отслеживать давление, время срабатывания, различные графики для анализа, предупреждения и истории неисправностей, калибровки пистолета и т.д.
И последнее, но не менее важное, — необходимая рутина для поддержания хороших эксплуатационных характеристик и высокой эксплуатационной готовности внутреннего покрытия.
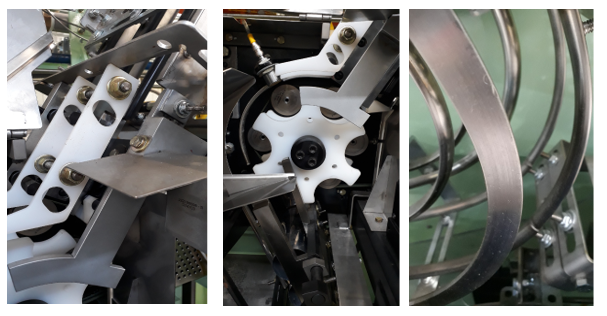
Чистота оборудования.
Строгая чистота форсунок, направляющих подачи и выпуска, шкивов, звездочек, при нанесении покрытия не только гарантирует качество продукта, но и сигнализирует о соблюдении 5S и обслуживании сектора.
Существует огромное количество контролей процесса, качества и технического обслуживания, которые всегда должны соблюдаться, поскольку их соблюдение гарантирует отличную работу во всех аспектах.
Андре Мальта.
Советник Мундолатас
 МИЛЛИОН ПЕРЕРАБОТАННЫХ АЛЮМИНИЕВЫХ БАНОК ДЛЯ ФОНДА «ЗАГАДАЙ ЖЕЛАНИЕ
МИЛЛИОН ПЕРЕРАБОТАННЫХ АЛЮМИНИЕВЫХ БАНОК ДЛЯ ФОНДА «ЗАГАДАЙ ЖЕЛАНИЕ
 Современное техническое обслуживание
Современное техническое обслуживание
 Стратегия поиска и устранения неисправностей на линии по производству алюминиевых банок для напитков
Стратегия поиска и устранения неисправностей на линии по производству алюминиевых банок для напитков
 НОВАЯ ЭРА В ПЕЧАТИ НА БАНКАХ ДЛЯ НАПИТКОВ
НОВАЯ ЭРА В ПЕЧАТИ НА БАНКАХ ДЛЯ НАПИТКОВ
 Переработка алюминиевых банок для напитков достигла рекордного уровня в Великобритании
Переработка алюминиевых банок для напитков достигла рекордного уровня в Великобритании
 VOLNAA выпустит натуральную минеральную воду в алюминиевых банках
VOLNAA выпустит натуральную минеральную воду в алюминиевых банках
 ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
ПРОЦЕССЫ ФОРМОВАНИЯ В ЛИНИИ ПО ПРОИЗВОДСТВУ АЛЮМИНИЕВЫХ БАНОК ДЛЯ НАПИТКОВ
 Оперативный контрольный список
Оперативный контрольный список
 Струйная печать на банках для напитков
Струйная печать на банках для напитков
 Дорожная карта по 100% переработке алюминиевых банок для напитков
Дорожная карта по 100% переработке алюминиевых банок для напитков



0 Комментариев