1. Введение
В процессе декорирования алюминиевых баночек из двух частей система подачи краски является центром графического исполнения. Хотя офсетный цилиндр переносит изображение на корпус банки, а печатный цилиндр содержит дизайн, именно красочный аппарат — набор идеально отрегулированных валиков — гарантирует, что печать будет выполняться:
- Равномерно по цвету
- С хорошей четкостью деталей
- Со скоростью, превышающей 2000 банок в минуту
Минимальное изменение в подаче краски — будь то избыток или недостаток, изменение температуры или давления — немедленно приводит к таким дефектам, как:
- Изменение тонов
- Деформация точек (растискивание)
- Видимые полосы
- Грязные или нечеткие контуры
Поэтому красочный аппарат является одновременно механическим органом высокой точности и механизмом графического контроля.
Обучение четко определяет ключевую философию:
Минимальное давление, максимальная четкость.

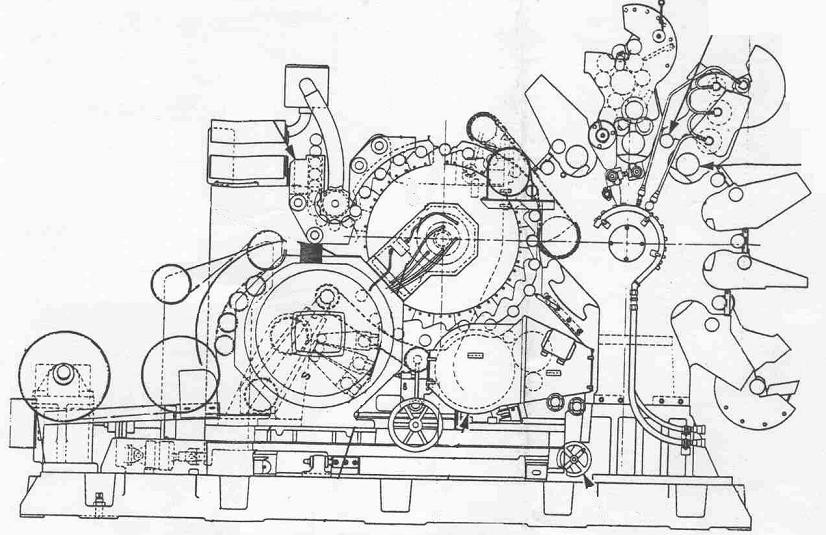
2. Как краска движется в системе
Путь краски начинается в красочном ящике, достигает валика красочного ящика и входит в цепь строго синхронизированных валиков, которые направляют ее к рельефным областям фотополимерной формы. Офсетное полотно подхватит это изображение для печати на банке.
Техническая последовательность прохождения краски:
Красочный ящик → Валик красочного ящика → Передаточный валик → Стальной валик → Раскатные валики → Колебательные валики → Основные валики → Печатный цилиндр → Офсетное полотно → Банка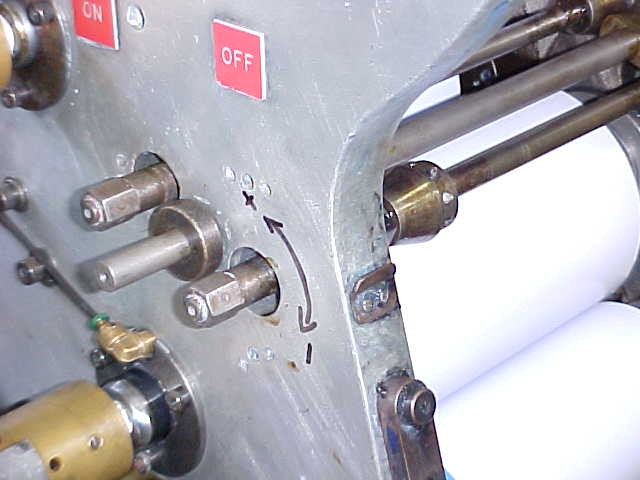
Каждый валик выполняет определенную функцию в обеспечении качества процесса.
Если один выходит из строя, ошибка многократно усиливается дальше по потоку.
3. Красочный ящик — первый элемент качества
Красочный ящик содержит краску и дозирует ее с помощью регулируемого ножа. Он имеет девять точек регулировки по всей длине для точной регулировки количества краски, передаваемой на валик.
- Поворот винта против часовой стрелки → увеличивает подачу краски
- Поворот по часовой стрелке → уменьшает подачу краски

Также можно отрегулировать наклон, чтобы предотвратить окисление или высыхание краски при работе с небольшими объемами.
Если контроль красочного ящика выходит из строя, вся система это усилит:
Слишком много краски → избыточное давление → нагрев → растискивание
Мало краски → размытые цвета → низкая плотность
Дальше ничего не исправить:
Если краска выходит из красочного ящика плохо, она плохо попадает на банку.
4. Валики: инженерия, стоящая за печатью
Передаточный валик
Помимо транспортировки краски, он получает эксцентриковое движение от кулачка, гарантируя:
- Стабильное вращение
- Контролируемую передачу краски
- Компенсацию износа даже при коротких остановках

Если эта осцилляция ухудшается → появляются вертикальные полосы.
Раскатные и колебательные валики
Краска — это не просто пленка: она должна быть равномерной по ширине валика.
Колебательные валики перемещаются вбок, чтобы избежать:
- Сухих зон
- Изменения тона между сторонами
- Полос на плашках
- Нечеткости
Основные валики
Их два, с разными диаметрами:
| Валик | Основная функция |
| Левый основной валик (F1) | Работа с деталями и бликами |
| Правый основной валик (F2) | Работа с плашками и большими областями |
Оба касаются:
- Колебательных валиков
- Печатного цилиндра
Их регулировка определяет окончательное качество изображения.
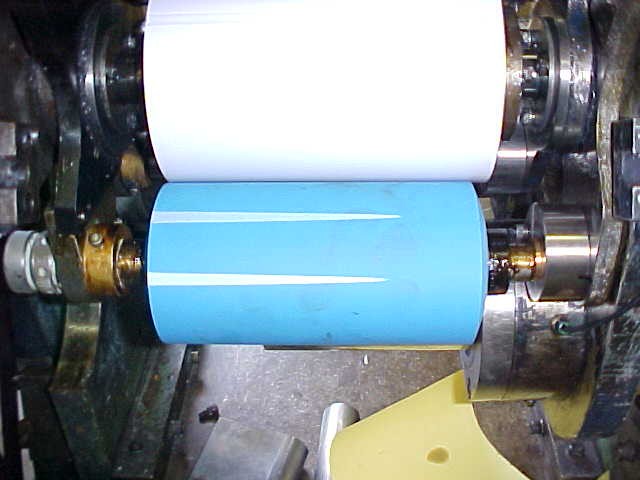
5. Давление контакта — где решается качество
Регулировка давления имеет решающее значение.
Цель: контакт без деформации.
| Избыточное давление | Недостаточное давление |
| Деформация точки | Недостаток краски |
| Грязные края | Слабый тон в деталях |
| Нагрев | Размытие бликов |
| Чрезмерный износ | Изменение тона |
Проверка выполняется путем наблюдения за краской на валиках во время запуска.
Следы контакта всегда выявляют реальную проблему.
Валик никогда не врет.
6. Охлаждение — невидимая стабильность
Производительность краски и состояние валиков полностью зависят от температуры. Поэтому стальные валики и коробка передач снабжаются охлажденной водой с температурой от 22 °C до 25 °C.
Если температура превышает этот диапазон:
- Краска меняет вязкость → нестабильный цвет
- Полиуретановые валики могут набухать
- Увеличивается трение и шум
- Ухудшается стабильность процесса
Новая конфигурация гарантирует достижение одинаковой температуры на всех валиках.
Таким образом, избегаются «горячие точки», которые влияют только на одну зону печати.
7. Безопасная и эффективная очистка
Во время смены цвета очистка выполняется с помощью системы сбора краски:
- Устанавливается сборщик
- В красочный ящик наносится спирт
- Остатки краски стекают в сборщик
- Он извлекается и безопасно утилизируется
Это позволяет избежать:
- Контакта рук с движущимися механизмами
- Загрязнения волокнами или остатками
- Избытка бракованных банок во время перехода
Меньше грязи = больше безопасности = больше доступности.
8. Устранение неполадок путем чтения отпечатка
Печать — это диагностика в реальном времени.
Каждый видимый дефект является прямым следствием механической или вызванной давлением расстройки.
| Видимый дефект | Основная причина | Рекомендуемое действие |
| Размытые тона | Недостаток краски / низкое давление | Увеличить подачу в красочном ящике / проверить контакты |
| Грязные края или ореолы | Избыток краски и давления | Постепенно снижать давление |
| Одна сторона темнее | Отсутствие параллельности | Перенастроить критические валики |
| Потеря мелких деталей | Растискивание | Снизить давление на форму |
| Изменение цвета со временем | Проблемы с охлаждением | Проверить поток воды / температуру |
Нет дефекта, у которого не было бы механического объяснения.
9. Точность на высокой скорости
Этот процесс представляет собой комбинацию высокой печати и сухого офсета, что позволяет печатать на металлической поверхности без увлажняющего раствора.
Преимущество:
- Отсутствие взаимодействия воды и краски
Вызов:
- Воспроизведение очень мелких деталей сложнее из-за растискивания
И все происходит на экстремальных скоростях:
При скорости более 2000 банок в минуту любая небольшая ошибка превращается в большой дефект.
Если давление отклоняется → меняется тон
Если температура меняется → теряется четкость
Если валик перестает колебаться → полоса появляется за секунды
В производстве банок скорость не прощает.
10. Заключение
Система подачи краски является двигателем качества в машине для декорирования банок.
Если красочный ящик хорошо дозирует → цвет стабилен
Если валики выровнены → тона воспроизводятся правильно
Если температура контролируется → четкость сохраняется
Если очистка эффективна → перезапуск не оставляет следов
Все работает для одной цели:
Наносить только необходимую краску, только на рельефные участки формы,
ровно в тот момент, когда банка контактирует с офсетным полотном.
Красочный аппарат не прощает ошибок.
Но всегда дает четкие сигналы о том, что не так.
Тот, кто научится их интерпретировать, становится настоящим печатником.
 The Can Decorator: инновации и технологии в печати на алюминиевой упаковке
The Can Decorator: инновации и технологии в печати на алюминиевой упаковке
 Для высокоскоростной печати требуется высококвалифицированный специалист.
Для высокоскоростной печати требуется высококвалифицированный специалист.
 Как убрать обратные морщины
Как убрать обратные морщины
 Неравномерная толщина стенок алюминиевых банок
Неравномерная толщина стенок алюминиевых банок
 Производство алюминиевых банок для напитков: высокотехнологичный процесс
Производство алюминиевых банок для напитков: высокотехнологичный процесс
 Дефекты декоративных алюминиевых банок: причины, последствия и решения
Дефекты декоративных алюминиевых банок: причины, последствия и решения
 ПОЛУТОНОВЫЕ ЭТИКЕТКИ И ТРАФАРЕТНАЯ ПЕЧАТЬ
Стратегия поиска и устранения неисправностей на линии по производству алюминиевых банок для напитков
ПОЛУТОНОВЫЕ ЭТИКЕТКИ И ТРАФАРЕТНАЯ ПЕЧАТЬ
Стратегия поиска и устранения неисправностей на линии по производству алюминиевых банок для напитков
 внутреннее покрытие на алюминиевых банках для напитков
внутреннее покрытие на алюминиевых банках для напитков


