1. Introdução
Este documento trata sobre a Exposição ao Metal (Metal Exposure – ME) e o Mapa de Riscos de todas as etapas do processo de fabricação de latas de alumínio relacionadas com a ME.
A Exposição ao Metal é a variável que determina a vida útil da embalagem, e seu limite depende do tipo de produto contido na lata.
A variável ME é a mais complexa de controlar, já que cada etapa do processo pode afetar a leitura de ME. Inclusive fatores externos como o sistema de ventilação ou infiltrações no teto podem gerar problemas nos resultados de ME.
O objetivo deste documento é oferecer uma visão geral dos riscos associados a cada etapa do processo de fabricação de latas, que podem influenciar na leitura da Exposição ao Metal.
Para os leitores que não estiverem familiarizados com o processo de fabricação de latas, mas desejarem aprender sobre a produção de latas de alumínio, recomenda-se assistir aos seguintes vídeos no YouTube:
- HOW IT’S MADE: ALUMINUM CANS
- The Ingenious Design of the Aluminum Beverage Cans
- Manual of the World: How the Aluminum Can is made
2. Principais causas da Exposição ao Metal
A Exposição ao Metal ocorre quando o verniz não cobre completamente o metal interior da lata, geralmente devido a:
- Resíduos de sal, sujeira ou óleo que não são eliminados corretamente durante o processo de lavagem.
- Zonas de tensão no metal que resultam difíceis de revestir.
- Espessura irregular da película de verniz interior devido a parâmetros de aplicação inadequados.
- Temperatura do verniz ou da lata fora da faixa adequada durante a aplicação.
- Danos causados por objetos que entram em contato com o interior da lata durante a produção.
Da perspectiva do autor, existem fases-chave do processo nas quais podem surgir problemas no controle da ME.
3. O ambiente
Riscos de Exposição ao Metal associados ao ambiente:
- Temperaturas ambientais excessivas durante a aplicação do verniz; recomenda-se manter a temperatura ambiente abaixo de 26 °C.
- Infiltrações desde o teto ou o sistema de ventilação podem provocar a entrada de contaminantes nas latas durante sua transferência pelos transportadores.
- A névoa de óleo procedente do Front End pode migrar para o Back End, condensar-se e cair dentro das latas, ou ser aspirada por mesas de ar, single filers ou sopradores de tunnel tracks.
- Latas viradas no Lavador ou antes da aplicação do verniz, se forem manipuladas incorretamente pelos operários, podem provocar contaminação da parede do gargalo.
- Acúmulo de pó devido a depósitos de ar no interior das latas ou por filtros dos transportadores de ar danificados ou retirados.
O processo de produção de latas de alumínio requer um ambiente sanitário, com umidade e temperatura controladas. Por isso, a atenção ao sistema de ventilação dentro das áreas industriais, o cumprimento de práticas higiênicas por parte dos operários e a proteção dos transportadores para evitar derramamentos ou contaminação —especialmente após o processo de lavagem— são etapas críticas de controle.
As fábricas de fabricação de latas se dividem em duas zonas de produção claramente diferenciadas: Front End e Back End.
O Front End costuma ser a zona mais contaminada, já que apresenta uma elevada presença de névoa de óleo procedente dos processos de Cupper e Body Makers, assim como névoa de água gerada pelos bicos de pulverização do Washer. Esta situação pode gerar problemas se os sistemas de extração não estiverem adequadamente projetados. Além disso, o Washer Dry Oven e as etapas de Pré-Wash aportam calor adicional ao ambiente.
O Back End requer padrões de higiene mais elevados. As medidas de controle ambiental, como a manutenção de ar limpo mediante air tables, sopradores com filtros e elevadores por vácuo, são essenciais para minimizar os riscos de contaminação. O calor gerado pelos Pin Ovens e o I.B.O., junto com as variações de temperatura ambiental, pode afetar negativamente a aplicação do verniz.
As partículas de pó presentes na área de fabricação podem depositar-se no interior das latas, afetando potencialmente as leituras de Exposição ao Metal (ME).
Portanto, o controle da ME começa com uma gestão eficaz do ambiente de fabricação, especialmente no que se refere a temperatura, umidade e limpeza. Um sistema de ventilação corretamente projetado desempenha um papel fundamental, destacando a importância de manter pressão de ar positiva, um adequado aporte de ar (air make-up) e fluxos de extração bem equilibrados.
As condições ambientais ótimas são alcançadas com pelo menos 15 renovações de ar por hora. A localização estratégica de ventiladores de extração e de impulsão ajuda a eliminar o excesso de calor e névoa, e favorece um fluxo de ar desde o Back End para o Front End, contribuindo assim para manter a limpeza das latas.
Assim mesmo, recomenda-se que os Mat Top Conveyors situados depois do lavador permaneçam cobertos, com uma altura suficiente que facilite a coleta de amostras. Para uma orientação adicional, consulte a ilustração correspondente.
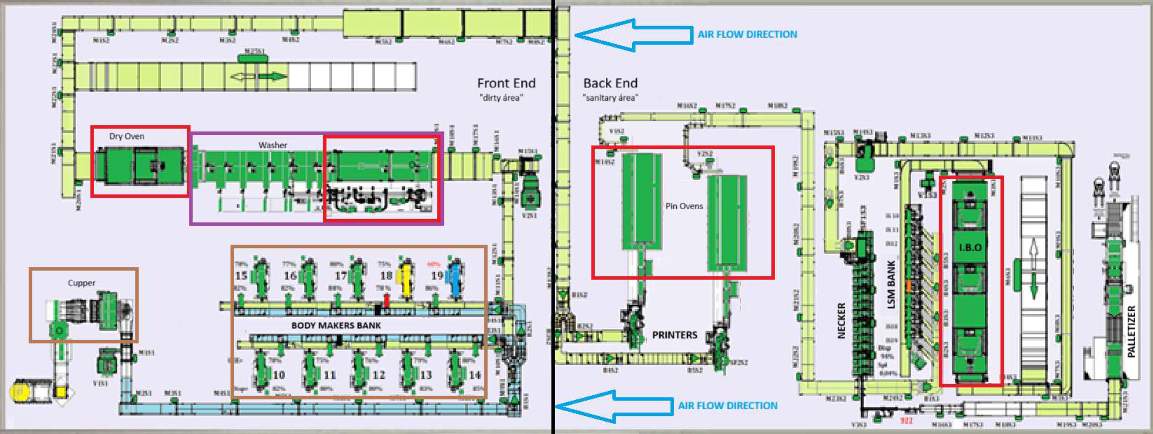
Os retângulos vermelhos identificados no diagrama indicam localizações adequadas para a instalação de ventiladores de extração, com o fim de facilitar uma eliminação eficaz do calor.
Os retângulos marrons assinalam áreas apropriadas para ventiladores de extração que requerem especial atenção à condensação de óleo, já que estão situados sobre zonas com maior concentração de névoa de óleo.
O retângulo púrpura, situado sobre o Washer, prevê-se que esteja exposto tanto a névoa de água como de óleo; portanto, os ventiladores de extração instalados nesta zona devem incluir proteções adequadas contra a condensação, para evitar gotejamentos sobre o Washer.
Mapa de Riscos de Exposição ao Metal – Página 3
Dezembro / 2025
É fundamental que a empresa responsável pelo projeto do sistema de ventilação incorpore estas considerações em seus planos.
Recomendações adicionais
- Utilizar exclusivamente ar de reposição filtrado (G3), com preferência por uma insuflação horizontal.
- Assegurar que os ventiladores de teto estejam equipados com sistemas anti-salpicos, para evitar infiltrações durante períodos de chuvas intensas.
- Incrementar as taxas de renovação de ar e o volume de ar fresco nas zonas quentes, especialmente perto dos fornos.
- Todos os vacuum lifters devem dispor de sistemas de extração canalizados para o exterior da fábrica, e seus caudais de ar devem incluir-se no cálculo do ar fresco total necessário para manter pressão positiva interna.
- Equipar os vacuum lifters (Cupper e Body Maker) com separadores de névoa e sistemas de coleta de líquidos para seu tratamento adequado, sempre que seja possível com extração ao exterior.
- Realizar manutenções periódicas do teto e do sistema de ventilação para corrigir infiltrações e assegurar um rendimento ótimo, aspectos-chave para manter condições ambientais adequadas.
- Manter práticas operacionais estritas, como conservar fechadas as portas de acesso exterior e preservar a estanqueidade da área de produção. Isto favorece uma maior pressão interna, evita a entrada de pó e proíbe o retorno de latas desde o chão aos transportadores.
Em conjunto, estas medidas contribuem para a eficácia e fiabilidade do sistema de ventilação e do controle ambiental da fábrica.
4. Sistemas de transporte – recomendações para evitar riscos de contaminação
Devem ser implementados procedimentos rotineiros para a troca periódica de filtros em todas as air tables, tunnel tracks e single filers.
Ao projetar air tables localizadas entre os Pin Ovens e os inside sprays, deve considerar-se que a temperatura das latas não supere os 26 °C antes da aplicação do verniz. Assim mesmo, o projeto do transportador deve permitir pelo menos 1,5 minutos de acumulação, para facilitar a modulação de linha e o resfriamento das latas.
O projeto do transportador de entrada ao Washer é crítico. As latas viradas durante o processo de lavagem podem provocar problemas de contaminação relacionados com a ME, procedentes de distintas etapas ou de derramamentos sobre outras latas, assim como complicações com latas decoradas. Garantir um pacote bem formado é essencial; por isso, recomenda-se dispor de comprimento suficiente para três mesas que permitam controlar a formação do pacote, e incluir um sistema de transferência por vácuo antes destas mesas para eliminar as latas viradas antes de entrar no Washer.
O uso de uma banda de baixa fricção, como Blue Acetal micro pitch, ajudará a que as latas deslizem corretamente e formem um pacote adequado. É fundamental manter um bom programa de modulação de transportadores para apoiar o controle de linha tanto na entrada como na saída do Washer.
Todos os transportadores situados a jusante do Washer devem estar equipados com coberturas, para evitar a contaminação das latas já lavadas. Deve garantir-se uma folga adequada entre a cobertura e a parte superior da lata, de modo que possam retirar-se facilmente para amostragem e inspeção. Estas coberturas protegem frente a contaminações derivadas de possíveis infiltrações ou de resíduos que possam introduzir-se nas latas lavadas.
5. Sistema de ar comprimido – recomendações para evitar riscos de contaminação
Normalmente, as fábricas de fabricação incluem dois tipos de sistemas de ar comprimido:
- Alta pressão e baixo caudal, que alimenta as máquinas de produção mediante um coletor de alta pressão, geralmente operando entre 80 e 100 psi.
- Baixa pressão e alto caudal, normalmente entre 40 e 50 psi, utilizado em coletores que sopram as latas em equipamentos como Cuppers, Body Makers, Printers e Neckers / L.Tester / Optical Inspectors.
As fábricas de latas requerem ar seco, sem umidade nem óleo para manter um rendimento ótimo, especialmente nos sistemas de baixa pressão de todos os equipamentos. Prevenir a contaminação dentro das latas é crucial; por isso, cada sistema de sopro na entrada do equipamento deve contar com filtro de 25 μm para atrair partículas geradas por oxidação nas tubulações. Qualquer partícula alojada na parede da lata pode disparar uma leitura de ME.
Sistema de Óleo Solúvel (S.O.S) – Riscos e controles-chave
- Problemas comuns incluem latas sujas, medições incorretas de tramp ou refrigerante, níveis inadequados de biocida ou óleo de copa, e parâmetros do sistema instáveis como temperatura, bactérias e pH.
- O S.O.S resfria, lubrifica e limpa as ferramentas durante a produção de latas, mas acumula óleo hidráulico e graxa (tramp), que deve ser gerenciado para evitar contaminação.
- É fundamental manter concentrações adequadas de refrigerante e tramp, junto com temperatura, pH e estabilidade corretos, para uma limpeza e refrigeração ótimas.
- O excesso de tramp ou óleo de copa pode contaminar as latas e causar defeitos no produto. As centrífugas são o método mais efetivo para eliminar tramp, ainda que os separadores por gravidade também possam funcionar dependendo da estabilidade do S.O.S.
- A estabilidade da solução costuma rondar os 95 %, determinada comparando a leitura de tramp imediatamente após a coleta e do fundo da amostra após 30 minutos de assentamento. A estabilidade é controlada mediante polímero adicionado à solução S.O.S, formando parte da formulação do refrigerante.
- Uma baixa concentração de refrigerante reduz a eficácia de limpeza, enquanto um conteúdo incorreto de polímero pode gerar alto tramp se for usada separação por gravidade.
- O funcionamento efetivo depende de equipamentos de monitoramento calibrados, pessoal capacitado e sistemas de dosagem automática vinculados aos volumes de reposição de água.
- O uso de óleo solúvel e água deve ser proporcional à produção de latas, recomendando-se acompanhamento diário para identificar vazamentos.
- Manter uma concentração de refrigerante estável assegura a limpeza das ferramentas e minimiza defeitos.
- Manter um ciclo rotineiro de controle de temperatura, assegurando que a temperatura do refrigerante proporcionada pelo fornecedor se mantém mediante aquecedores (normalmente 110 ⁰F) e que todos os condutos contam com isolamento térmico.
6. Sistemas de água industrial e desionizada
- Risco de ME em sistemas de água D&I e industrial: a água dura pode depositar sais nas paredes da lata, causando ME.
- A água de alimentação do Washer deve ter dureza (condutividade) inferior a 50 μS/cm para um controle efetivo de ME.
- A água desionizada deve manter-se sempre abaixo de 5 μS/cm, alcançada mediante colunas de desionização ou osmose inversa.
7. Produção de Copos (Cupper)
Riscos de ME associados ao Cupper:
- Vazamentos de óleo hidráulico na prensa podem contaminar a lâmina de alumínio durante a produção de copos, resultando em óleo dentro dos copos que o Washer não pode eliminar completamente.
- Este problema também pode causar “Die Jam” ou “Blushing”.
- O excesso de óleo de copa ou combinações inadequadas de óleo de copa e Post Lub do fornecedor ressaltam a necessidade de um processo de qualificação ao testar novos Post Lub de um fornecedor de metal.
- É essencial o controle e medição precisos do óleo de copa (aprox. 72 mg/ft²/lado), dado que a dosagem importa para copos de ~12.000 mg.
- A dosagem deve estar vinculada ao Stroke do Cupper, sendo recomendáveis sistemas confiáveis como o Unist Lubricator System.
- Recomenda-se a leitura técnica: “5th command – Measure it right: Case of measuring the cup oil weight”.
8. Processo de Produção – Body Makers (BMs)
Riscos de ME em Body Maker:
- Punções sujos: Limpar e polir o punção pelo menos uma vez por turno e manter controlado o tramp de óleo solúvel. Os punções sujos escurecem o interior das latas, o que deve ser detectado e rejeitado mediante inspeção visual, sendo um indicador-chave.
- Excesso de Cross Hatch: Pressão excessiva no crosshatching gera ranhuras profundas que retêm sujeira e são difíceis de limpar. Recomenda-se usar uma Cross Hatch Machine para resultados consistentes em vez de processamento manual.
(Texto da foto) Imagem ampliada da parede da lata com ME
Após a reação com sulfato, provavelmente se deve a um punção sujo ou a um excesso de cross hatching no punção.
O desalinhamento do Bottom Former com deslocamento do punção pode gerar tensões e deformações ocultas na parede do countersink durante a penetração do Dome Plug, provocando um alto nível de ME no fundo da lata. As latas com fundos fraturados costumam mostrar ME elevada no countersink, especialmente antes do ponto de fratura durante o Neck Reforming. A alinhamento dinâmico do Tool Block e do Bottom Former ajuda a controlar este problema.
O Free Stroke Analyzer (https://www.deltahtechnology.co.uk) pode ser útil para abordar esta situação.
- Cono nasal e anel de sujeição desgastados: Aumentam o atrito durante a formação do domo, causando desalinhamento e acelerando o desgaste da ferramenta.
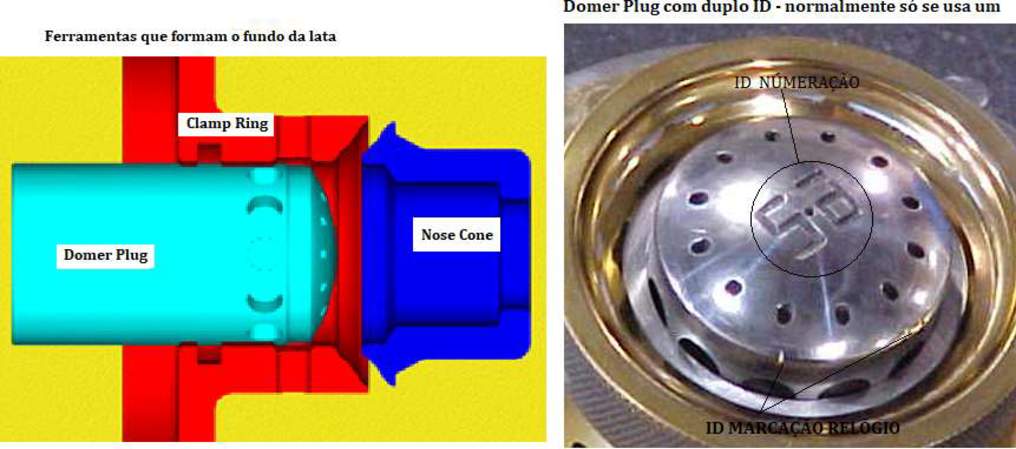
- Raio do Domer Plug desgastado: Aumenta o atrito ao formar o fundo da lata.
- Inspeção e substituição regular das peças desgastadas é um método eficaz de controle.
Imagem ampliada da parede da lata com ME
Após a reação com sulfato, provavelmente se deve a um punção sujo ou a um excesso de cross hatching no punção.
Marcas de identificação do Body Maker (BM)
Cada Body Maker é identificado mediante uma etiqueta, geralmente usando o número do Domer Plug, gravação ou marca de relógio. Uma marcação excessiva pode danificar o alumínio, causando ME, facilmente identificável, já que ocorre consistentemente na localização da etiqueta do BM.

Não devemos esquecer o blow-off. O ar comprimido pode chegar ao interior da lata de duas formas:
- Continuous air strip assist: normalmente opera em um intervalo de 3 – 5 psi.
- Can strip blow-off: normalmente opera em um intervalo de 30 – 45 psi.
9. Processo de Trimmer
O risco de ME associado ao processo de Trimmer está relacionado com queimaduras na borda cortada da lata. A localização da queimadura —interior ou exterior— impacta a formação do pacote na entrada do Washer. As queimaduras internas costumam causar menos latas tombadas, devido à redução de fricção com o mat top conveyor.
Qualquer passo ou queimadura visível na borda cortada pode gerar problemas tanto no pacote do Washer como durante a penetração do Necker K/O, provocando arranhões no gargalo e gerando ME.
10. Processo de Lavagem – Can Washer
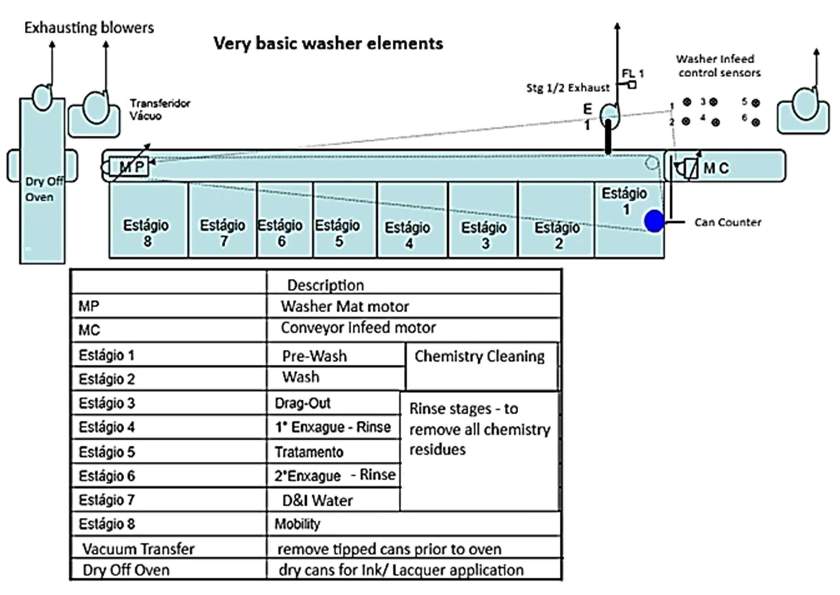
O Can Washer é um dos dois equipamentos chave para o controle de ME na linha de produção. Cada passo oferece um potencial de ME como causa especial, mas nos enfocaremos naqueles mais propensos a desencadear ME quando estiverem fora de controle, em vez de listar todos os parâmetros do Washer.
O seguinte esquema é uma representação simplificada do complexo Can Washer, projetada unicamente para guiar nossa análise dos pontos críticos.
Comentários Gerais sobre a Fabricação de Latas
O design do fundo da lata está estreitamente relacionado com o diâmetro de seu corpo. Os fundos de lata estilizados requerem atenção precisa ao abrir a área do countersink, para assegurar um enxágue eficaz com os bicos de pulverização de água. Diferentes tipos ou tamanhos de latas podem requerer configurações de bicos distintas ou um aumento na distribuição de bicos por header.
Quanto à altura da lata, lavar uma lata de 50 cl apresenta mais desafios que limpar uma de 33 cl, podendo requerer tipos de bicos diferentes ou ajustes de pressão para lograr resultados ótimos. Em geral, as soluções desenvolvidas para o tamanho de lata mais exigente serão ainda mais eficazes com latas mais fáceis de limpar.
Na prática, a transição de uma linha de produção de latas padrão de 12 oz (diâmetro 211) a latas estilizadas de 12 oz revelou diferenças operativas significativas. A ausência de ME nos 211 mm de diâmetro era manejável, mas ao mudar para o formato estilizado de 12 oz surgiram complicações iniciais. A implementação de novos headers de recirculação equipados com bicos adicionais e especializados ajudou eficazmente a resolver estes problemas.
Cabe destacar que as melhorias realizadas para as latas estilizadas de 12 oz também melhoraram o desempenho das latas padrão de 12 oz.
 lata com aparência esbranquiçada na parte externa
lata com aparência esbranquiçada na parte externa
 o que é o ensaio de exposição a metais para latas de bebidas?
o que é o ensaio de exposição a metais para latas de bebidas?
 Causas e possíveis soluções para as lágrimas?
Causas e possíveis soluções para as lágrimas?
 Principais defeitos de uma lata de alumínio 2pc
Principais defeitos de uma lata de alumínio 2pc
 nova exposição imersiva sobre reciclagem de latas
nova exposição imersiva sobre reciclagem de latas
 Exposição “as latas de sua vida” viaja para Madri
Exposição “as latas de sua vida” viaja para Madri


