

イントロダクション
ルリーナ:金属を変形させて、蓋と胴のフックとその間を繋ぎ、クロージャーを形成する作業を行う部分です。 フックを形成して連結させる「第一操作」と、フックを押し潰す「第二操作」の2種類があります。 トロリー、ロッキング・ホイール、ロッキング・ホイール、ロッキング・ローラーなどの別名がある…
Rulina 1st operation: 前述の通り、クラスプのフックを形成するものです。 その機能は第2オペレーションのそれよりも重要であり、良いクロージングを実現するためには、その適切な定義が基本になります。
市場には多くの種類があり、そのデザインは、作られるクロージャーの種類と容器の製造に使用される材料の特性に常に関連しているものの、それらの間で異なることがあります。
ローラーの重要な部分は、蓋のフランジに作用する溝で、それを本体のフランジに巻き付けることで、両者をつなぐフックの形状を作り出しています。 この部分はロールプロファイルと呼ばれ、通常、半径の異なる複数の円弧からなる曲線状の輪郭を持つ。
本作品は、使用するシールの種類に応じて、第1操作ローラーのプロファイルの寸法について、いくつかのガイドラインを与えることのみを目的としています。 その他、構成材料、機械的特性、縫製機での調整などについては、本ウェブサイトに掲載されている他の著作で扱っています。
ローラーコンベヤのプロファイル設計 1回目操作時
このプロファイルの上部は、約1°の傾斜した平面から始まり、大きな半径の円弧が続き、徐々に半径が小さくなる他の円弧とリンクしています。 スポークの本数は、最大5本から最小3本まで様々ですが、多くの場合3本です。 最後に、1番目と2番目の間の傾斜角度を持つ別の傾斜面でプロファイルが終了します。 容器に切り込みがあるかないか、あるいは開閉部の種類によって、この輪郭は多かれ少なかれ顕著な下部ビードで覆われます。 図1参照
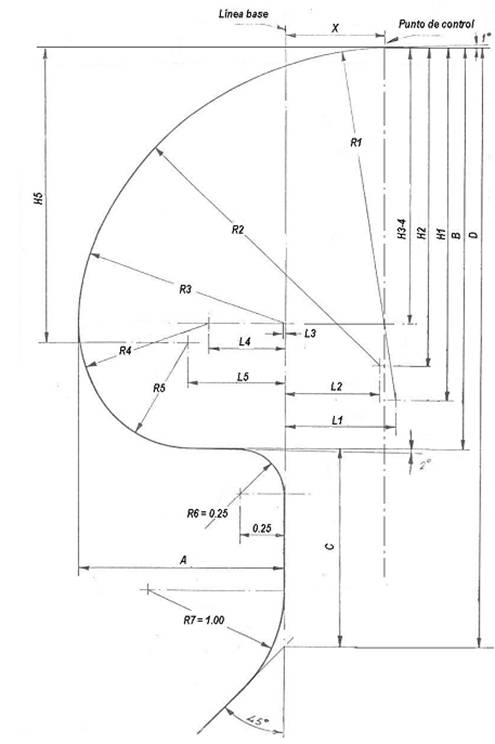
図NO.1:1stオペレーションローラーの一般的なプロファイル
この図面を参考に、1stオペレーションローラーのプロフィールは、以下の点が重要である:
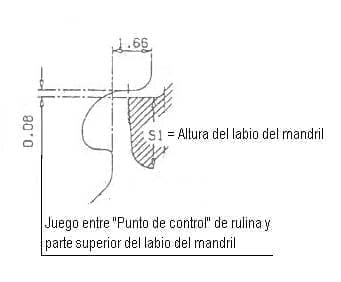
コントロールポイント:上部の傾斜面が終わり、より大きな半径の入口円弧が始まる場所です。 それを通る縦軸を基準にして、プロファイルの異なる高さを区切ります。 これ以降、ローラーはロックマンドレルのリップに対して高さを調整します。 このポイントとマンドレルリップの上端とのクリアランスは0.08mmです。 図2参照
ベースライン:ローラーの下ビードの前面が決める垂直線。 プロファイルのスロートの深さを定義します。 これの奥行きの計測を区切るための参考としてとらえるのです。
半径です:図面No.1では、この種の部品で使用される最大の5本スポークのプロファイルが反映されている。 このうち、最も重要なのは、蓋のフランジを曲げる最初の部分(R1)と、フランジの端部を巻き上げ、クロージャーの基本要素である蓋フックを形成する最後の部分(R5)であり、これは最も大きな値です。
測定値:ローラーのプロファイルに関係なく一定に保てる平均値がいくつかあります。それらは、上下の角度とヒール半径です。 あとは、前述のように開閉部の種類によって異なり、蓋のフランジと本体のフランジの寸法や、容器に使用される素材の特徴に連動している。 各社は、その都度、適切なプロフィールを作成し、その普及に一定の裁量を持ちながら取り組んでいます。 そのため、さまざまなソリューションが生まれます。 私たちは以下の表で、それぞれのケースで経験上良いとされる手段を選びましたが、他にも多くの選択肢があることを強調しています。
| 第1閉動作用ローラー寸法 | |||||||||||||||||
| TYPE クロージング |
A | B | C | X | R1 | H1 | L1 | R2 | H2 | L2 | R3 | H3-4 | R4 | L4 | R5 | H5 | L5 |
| オイリオ | 0,87 | 1,98 | 0,72 | 0,68 | 1,58 | 1,38 | 0,68 | 0 | 0 | 0 | 0,97 | 1,38 | 0 | 0 | 0,51 | 1,47 | 1,04 |
| オーアイエー | 1,21 | 2,17 | 0,73 | 0,68 | 1,73 | 1,73 | 0,47 | 0 | 0 | 0 | 1,06 | 1,51 | 0 | 0 | 0,55 | 1,62 | 0,65 |
| 起立性調節障害 | 1,32 | 2,36 | 1,39 | 0,68 | 1,87 | 1,87 | 0,52 | 0 | 0 | 0 | 1,15 | 1,64 | 0 | 0 | 0,6 | 1,76 | 0,7 |
| I | 1,39 | 2,5 | 1,4 | 0,56 | 2,08 | 2,08 | 0,64 | 0 | 0 | 0 | 1,3 | 1,8 | 0 | 0 | 0,61 | 1,77 | 1,33 |
| II | 1,42 | 2,54 | 1,41 | 0,68 | 2,02 | 2,02 | 0,56 | 0 | 0 | 0 | 1,24 | 1,77 | 0 | 0 | 0,65 | 1,89 | 0,76 |
| スリー | 14,5 | 2,72 | 1,48 | 0,68 | 2,17 | 2,17 | 0,68 | 0 | 0 | 0 | 1,33 | 1,84* | 0 | 0 | 0,69 | 2,03 | 0,74* |
この表について、次のようなコメントをする:
– 図1には5本スポークのプロファイルが示されているが、表では最も一般的な3本スポークのプロファイルのみが示されている。 したがって、R2、R4とその中心の座標(H2、L2、H4、L4)の値は、これらの寸法例には存在しないのである。
– すべての寸法は、100分の1ミリメートルの単位で四捨五入されています。 そのため、正確な幾何学的レイアウトに若干の誤差が生じることがあります。
– 印の寸法は概算です。
– 図面には、表にはない、他の寸法から決定される2つの寸法があります。 これらは
o D = B + C
o L3 = A – R3
– 公差はありません。 これらはできるだけ少なくする必要があります。
これらのプロファイルを持つローラーの実用的な結果は、幾何学的な構成だけでなく、その構造に使用される材料の品質、表面仕上げ、機械の調整、クランプヘッドの設計などにも依存します。




0 Comments