
これらの製品に関して、あるいは他の製品に関しても、さまざまな立場を取ることができます。
(a)提供されるパッケージの品質が目的に適合していることに、さらなる問い合わせをすることなく、完全に信頼できること。 そのため、いかなる種類の管理も行わず、充填工程中またはそれ以降に彼らの責に帰すべき問題が発生した場合にのみ、適切な苦情をサプライヤーに提出することにしている。 これは様々な状況で発生する可能性があります。
- 原価が発生しない場合。
- サプライヤーが完全な保証に値する場合。
- 包装される製品の種類により、そのリスクが少ない場合。
b)受信制御を設定する。 そのためには、サプライヤーとの合意の有無にかかわらず、従うべき手順や予見可能な欠陥の評価について適切に定めた規則を制定しなければならない。 これについては、後ほど改めてご紹介します。
c) サプライヤーと合意、交渉し、完璧に定義された品質システムを確立すること。 包装メーカーが確実に提供することを約束する品質レベルを決定します。 この場合、継続的なモニタリングは必要なく、合意されたことが適切に履行されているかどうかを確認するための散発的な監査が行われるだけである。
d) ニーズに応じて、独自のシステムを定義する。 ここでは、スポットサンプリング、収縮率管理、ISO規格など、多くのソリューションが可能です。
基準(a)はあまり使われなくなり、その利用は小規模の会社に限られる。 今日、製品の品質を重視する企業であれば、次のような選択肢を選ぶでしょう。 b), (c)または d).
例として、b)の可能性、つまり包装業者による「ブリキ包装の受け入れルール」の確立について詳しく説明する。 そのために、このようなルールの原案となり得るものを説明する。
このドラフトを作成する前に、以下の点を確認しておく必要がある。
– そこに記載されているデータは、あくまでも参考値です。 したがって、AQL、ロットサイズ、サンプリング計画などの値は、純粋に指標としてのみ使用されます。 それぞれのケースに応じて調整する必要があります。
– 欠陥分類リストも同様です。 また、各プロセスの状況に応じて、延長または縮小することができます。
ドラフト から 受諾規定 ブリキ包装
I.- 目的と適用分野
本規定は、○○社が○○社に納入するブリキ容器が満たすべき技術的条件を規定することを目的とする。
この規格に示された特性は,それぞれのケースで指定された許容誤差を許容する確定的なものである。
II.-基本素材。
II.1.-パイパー:平らな低炭素鋼の製品で、電気めっきにより両面に錫を塗布したもの。
バーニッシュ:有機溶剤、ビニール、エポキシフェノール、または同等のタイプの有機食品用コーティング。
II.3.-シーリングコンパウンド:特殊ゴムと樹脂の水性溶液で、乾燥後に水密シールを形成するために使用されるもの。 包装の滅菌処理に耐えるものであること。
iii.- 欠陥の分類と説明
iii.1.- 欠陥の定義
III.1.1.- クラス A(重大)欠陥:許容品質レベル AQL=0.40% (「軍用規格」の表による) ・クラス A(重大)欠陥:許容品質レベル AQL=0.40% (「軍用規格」の表による)。
包装が通常の使用に適さない欠陥、または製品もしくは包装の品質に影響を与える欠陥。 気密性に影響を与えるもの、包装を妨げるものなどすべて含まれる。
III.1.2.- B種欠陥(重大):AQL=4,0%。
包装に一定のリスクをもたらすが、通常の条件下ではそのような使用を妨げない不具合。
III.1.3.- クラス C(軽微な欠陥):AQL=6,5%。
ラインの生産工程や製品の品質に影響を与えず、パッケージの体裁に影響を与える不具合。
注:明らかに取り扱いや重要な輸送条件(荷卸し前、工場受入後など)に起因する不具合は考慮しない。
iii.2.- 視覚的欠陥の説明
iii.2.1.- クラス “A “の不具合
iii.2.1.1.1.-パッケージング
A.1 非密閉容器 (1)
A.2 金属の破損または穿孔
A-3 フォールスクロージャー
A.4 フランジが大きく変形し、閉じることができなくなったもの。
A-5 内装ニスの全面的な欠落
A-6 不正確な装飾、欠落、判読不能な装飾。
A-7 内装
A-8 ミックス装飾
A-9 内部付着物の汚れ
iii.2.1.2.- キャップ/ファンド
A.1 金属製パーフォレーション
A-2 カールが大きく変形し、閉塞が不可能な場合。
A.3 周辺部の一部または全部に化合物がないこと。
A.4 内部の固着汚れ
A.5 インテリア装飾
A-6 リベットの破断(イージーオープンリッド)
A-7 破断した切開部(イージーオープンリッド)
A-8 リングなしフタ(イージーオープンカバー)
iii.2.2.2 – クラス “B “の欠陥
iii.2.2.1.- パッケージング
B.1 容器高さ外径公差(2)
B.2 フランジのわずかな変形
B.3 外装酸化処理済みパッケージ
B.4 縞模様の内装ニス
B.5 滅菌前または滅菌後の内面ワニスの剥離。
B.6 内装ニスの部分的な欠落
B.7 装飾に使用されたインクの1つが完全に失われています。
B.8 装飾の不良や中心がずれている
B.9 内部の汚れ
iii.2.2.2.- キャップ/バックグランド
B.1 ダメージカール
B.2 テリー外径公差(2)
B.3 カールの高さが許容範囲外 (2)
B.4 変形やへこみで線が途切れるが、密閉性を損なわないもの。
B.5 内面ニスの傷やキズ
B.6 外部酸化
B.7 リベットの変形(イージーオープンリッド)
iii.2.3.- クラス “C “の不具合
iii.2.3.1.- パッケージング
C.1 損傷した、または打ち付けられたボディ
C.2 底面パネルの変形
C.3 レースが弱い
C.4 シワのあるタブ
C.5 カラーシェードのバリエーション
C.6 ステンド装飾
C.7 リソグラフィーによる吸水
C.8 装飾の小キズ
C.9 装飾に使用されるインクの1つが部分的に欠落していること
C.10 外部からの汚れ
iii.2.3.2.2.- キャップ/ファンド
C.1 ウェーブカール
C.2 許容範囲外の化合物重量
C.3 本格的なキーバリエーション
C.4 リソグラフィーによる吸水
C.5 装飾の小キズ
C.6 装飾に使用されているインクの1つが部分的に欠落している。
C.7 外部からの汚れ
注意事項
(1) :容器に1kg/cm2以上の圧力をかけ、気密性を確認する。
(2): ノギスで確認する寸法です。
IV.- 受信管理手順
iv.1.- ロットの定義
貨物自動車に搭載される容器および/または蓋の数量としてとらえる。
IV.2.- 実施
軍用規格MIL-STD-105D(属性検査サンプリング表および手順)で定められた統計的サンプリング計画により、ロット単位で適用することができる。
iv.3.- サンプリング計画
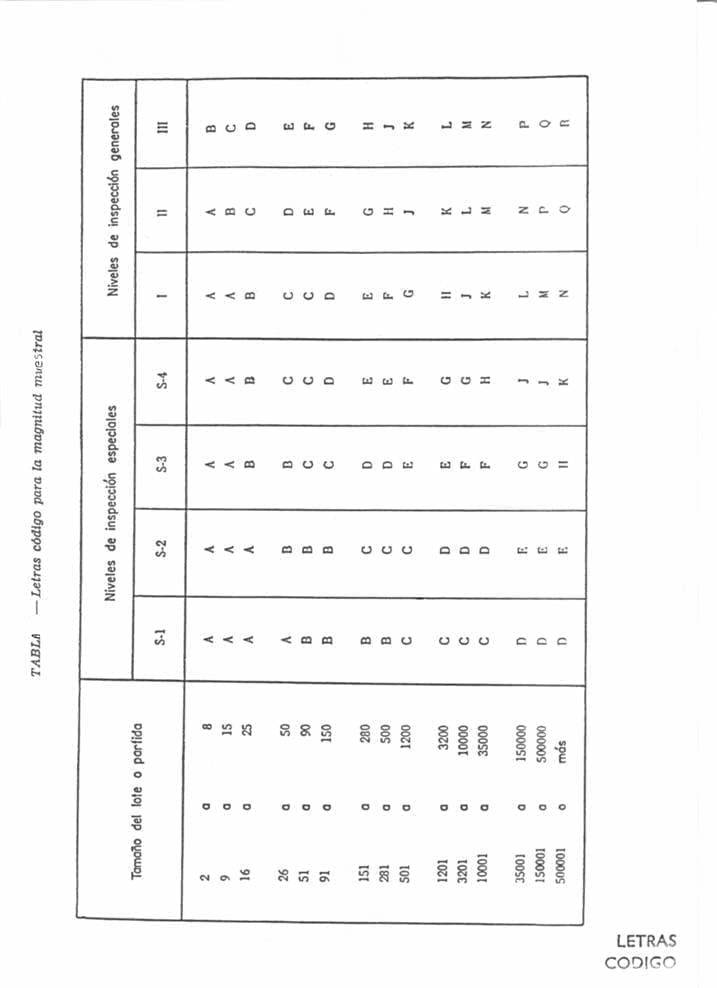
ロットサイズを把握した上で、検査レベルIと通常検査用の単純サンプリングでサンプリング計画を決定する。 (「一般的な検査レベル」)。 以下の表「サンプル数に関するコード文字」を参照。 この表は、ロットサイズと検査レベルを知ることで、サンプルサイズを決定するために必要な対応する「コードレター」を定義しています。
IV.4.- 許容品質レベル(Aql)
これは、本基準の第III節で上記した委託品のうち、検査した欠陥の重大さの度合いに応じて、欠陥のあるユニットの最大割合と定義されます。
IV.5 サンプル定義
ゲームから無作為に抽選された検査用ユニットのセット。
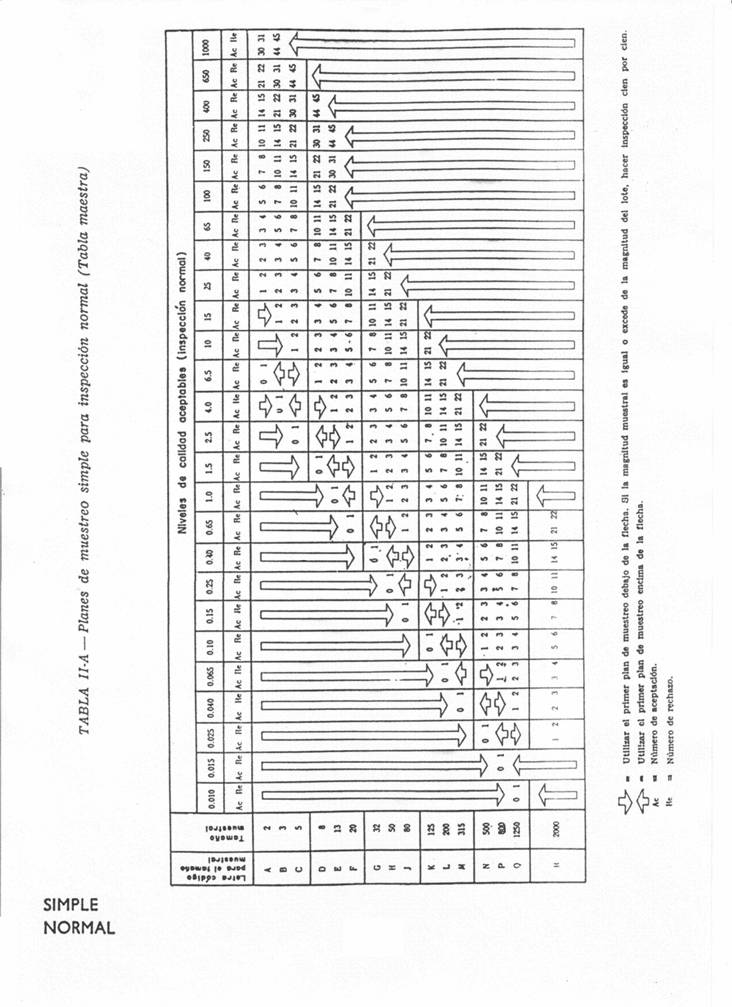
サンプルに含まれるユニット数をSAMPLE SIZEと呼びます。 その値は、添付の表Ⅱ-Aにより決定される。 そのためには、欠陥の種類に応じて上で定義したAQLと、コードレターを知る必要があります。コードレターは、上記のセクションIV.3で述べたように、「ロットまたはバッチのサイズ」(例:トラック)と検査レベル(レベルI)に応じて既に決定されています。 サンプリングプラン
表Ⅱ-Aは、ロットの合否を決定するAQLに応じた不良品数を定義したものです。
iv.6.- サンプリング
委託先のパレット数の把握 (B)で、SAMPLE SIZEを決定した後 (C)の場合、次の計算式によります。
A= 3C/B; ここで、A = 各パレットから取り出されるユニット数。
つまり、3パレット(3、6、9…)ごとにサンプリングされることになります。
Aの数値が0.5以上の端数の場合は切り上げ、0.5以下の端数の場合は切り捨てとする。
サンプルサイズを完成させるための不足分は、最後のパレットから採取するものとする。
NOTES:
-寸法検査、破壊検査の場合は、上表の「特別検査レベル」の1つ、例えば、レベルS-1を選択することができる。
– 規格は、容器やクロージャーの関連データシートやミリタリーテーブルの該当するシートで補足する必要があります。 後者は以下に添付する(本ドラフトで言及したもののみ)。












0コメント