
कुछ सामान्य वेल्ड दोष और उनके कारण:
- कोल्ड वेल्डिंग: यह कैलिब्रेशन क्राउन में बॉडी ब्रेक लगाने, नाइट्रोजन इंजेक्टर के गलत समायोजन, या नाइट्रोजन की अनुपस्थिति या अपर्याप्त प्रवाह के कारण हो सकता है।
- गर्म वेल्ड: गर्म वेल्ड, अपर्याप्त वर्तमान, या वेल्ड शेवों की खराब ज्यामिति के कारण हो सकता है।
- अनियमित एक्सट्रूज़न: यह अत्यधिक करंट या गलत कैलिब्रेशन क्राउन लेटरल पोजीशन के कारण हो सकता है।
- शंक्वाकार ओवरलैप: जेड-बार टिप की स्थिति, आउटपुट ट्रांसपोर्ट की स्थिति और गति, या कैलिब्रेशन क्राउन की गलत ऊंचाई के कारण हो सकता है।
- क्राउन्ड एंड: बहुत टाइट साइजिंग गियर, नाइट्रोजन सेटिंग, या शीशों पर अनुचित तरीके से एडजस्ट किए गए बॉडी फीड के कारण हो सकता है।
- तार से छोटा: तांबे के तार समायोजन, शरीर / सामी फ़ीड समायोजन, टेपर ओवरलैप, या निचले थ्रेड गाइड चरखी के कारण हो सकता है।
- वेल्ड संदूषण: निचले वेल्ड आर्म, शॉर्ट सर्किट (इन्सुलेशन), बुरी तरह से मुड़े हुए शरीर, या तार के आयाम और आकार को हिलाने/दोलन करने के कारण हो सकता है।
- फिशटेल, ट्विन फेरूल, कॉमा, कोल्ड-स्पॉट वेल्ड बीड्स, आंतरिक वेल्ड के साथ अंकन, स्पैटर, आउट-ऑफ-स्क्वायर और वेल्ड ऑक्सीकरण अन्य दोष हैं जो वेल्डिंग प्रक्रिया में हो सकते हैं।
इन समस्याओं का निवारण करने के लिए, विशिष्ट कारण की पहचान करना और वेल्डिंग प्रक्रिया के मापदंडों और घटकों को आवश्यकतानुसार समायोजित करना महत्वपूर्ण है।
 टिनप्लेट पर वार्निश का अलग होना
टिनप्लेट पर वार्निश का अलग होना
 टिन प्रिंटिंग में CMYK प्रक्रिया कैसे काम करती है
टिन प्रिंटिंग में CMYK प्रक्रिया कैसे काम करती है
 बटरफ्लाई टाइप कैन वेल्डर क्या है?
बटरफ्लाई टाइप कैन वेल्डर क्या है?
 धातु शराब की बोतल बंद
धातु शराब की बोतल बंद
 12% अल्कोहल आधारित और पीएच 3 कार्बोनेटेड पेय के साथ एक एल्यूमीनियम क्यों लीक हो सकता है?
12% अल्कोहल आधारित और पीएच 3 कार्बोनेटेड पेय के साथ एक एल्यूमीनियम क्यों लीक हो सकता है?
 टिनप्लेट और टीएफएस के बीच अंतर
टिनप्लेट और टीएफएस के बीच अंतर
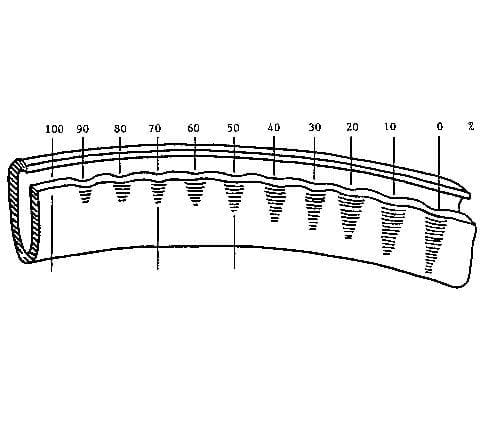 डबल क्लोजर रिंकल के जोखिम को कैसे जानें
डबल क्लोजर रिंकल के जोखिम को कैसे जानें
 डबल क्लोजर बेसिक कॉन्सेप्ट
डबल क्लोजर बेसिक कॉन्सेप्ट
 इलेक्ट्रोस्टैटिक पाउडर
इलेक्ट्रोस्टैटिक पाउडर
 साइड सीम के लिए सीमेंट्स
साइड सीम के लिए सीमेंट्स



