
सारांश
शेल का समय से पहले गिरना – या आसानी से खुलने वाला खाली ढक्कन – पंच असेंबली से, डबल डाई में, वर्षों से एक विकराल समस्या रही है। इस समस्या की भयावहता एक गहरे, उल्टे केंद्र पैनल के साथ गोले की शुरूआत के साथ काफी बढ़ गई है, जैसे कि पेय कंटेनर क्लोजर में उपयोग किया जाता है। “शेल कंट्रोल” शेल के पीछे उत्पन्न वैक्यूम का उपयोग करके शेल को पंच के भीतर बनाए रखता है।
परिचय
उल्टे केंद्र पैनल के साथ या उसके बिना उथले तलों के उत्पादन में उपयोग किए जाने वाले कई मानक डबल डाई में, शेल के जल्दी गिरने की समस्या, अलग-अलग डिग्री तक, वर्षों से बनी हुई है। पेय पदार्थों के कंटेनरों के लिए आसानी से खुलने वाले ढक्कन की विशेष ज्यामिति के कारण गोले गिरने की इस समस्या की भयावहता काफी बढ़ जाती है, जिसमें एक परिधीय नाली ट्रे की गहराई को बढ़ा देती है। उलटा केंद्र पैनल नाममात्र रूप से गहरे शीर्ष के समान गहराई का है। इस विशेष ज्यामिति ने एक सीमांत स्थिति पैदा कर दी है, जिससे शेल बनने के बाद, ब्लेड से पंच हटने के लगभग तुरंत बाद, बार-बार शेल पंच से बाहर गिर जाता है। गिरा हुआ शेल उपकरण के इजेक्टर द्वारा ठीक से बाहर निकलने से पहले ही टूट जाता है, और गुरुत्वाकर्षण इसे पर्याप्त तेजी से विस्थापित नहीं करता है, परिणामस्वरूप यह शेल अगले प्रेस स्ट्रोक में “कटा” जाता है।
टिप्पणियाँ
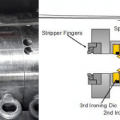
एक “कंट्रोल शेल” को पंच के भीतर शेल को बनाए रखने के लिए डिज़ाइन किया गया था, इसके अपस्ट्रोक के दौरान, शेल के पीछे बने पंच की वायुरोधी गुहा में निकास और हवा के प्रवेश को नियंत्रित करता था। सिस्टम का वर्णन चित्र संख्या 1 में किया गया है। इस प्रकार, शेल सकारात्मक रूप से तभी उखड़ा जब इजेक्टर रिंग की कार्रवाई से पंच उसके शीर्ष मृत केंद्र तक पहुंच गया।
चित्रा संख्या 1
इसके लिए, डबल डाई के मामले में, प्रत्येक हेमेटिक गुहा से एक इनटेक जुड़ा होता है, जिसके माध्यम से शेल के निर्माण के दौरान, पंच के अंदर संपीड़ित हवा निकास वाल्व # 1 के माध्यम से निकल जाती है। यह वाल्व केवल एक दिशा में प्रवाह की अनुमति देता है। शेल बनने के बाद, इनलेट हवा को वाल्व #2 के माध्यम से वायुमंडल से पंच गुहा में जाने की अनुमति दी जाती है, और उसी नली के माध्यम से जो पहले हवा को बाहर निकालने के लिए काम करती थी। यह वाल्व भी केवल एक दिशा में प्रवाह की अनुमति देता है, वाल्व #1 के विपरीत। यदि #2 वाल्व प्रतिबंध इसे नहीं रोकता तो हवा स्वतंत्र रूप से वापस प्रवाहित हो सकती थी।
ऐसा लगता है कि पंच के निचले मृत बिंदु को पार करने के बाद, शेल पर कार्य करने वाला जड़त्व बल, इसे पासे के केंद्र पर स्थिर रखता है। चित्र क्रमांक 2 देखें। मैट्रिक्स के केंद्र के बारे में “X” दूरी के लिए शेल का यह क्षणिक उतार-चढ़ाव, शेल पर गुहा की मात्रा को इतना बढ़ा देता है कि दबाव 0.023 किलोग्राम/सेमी2 तक कम हो जाता है। यह अवसाद एक वैक्यूम उत्पन्न करता है जो 100 मिमी एचजी (पारा स्तंभ) या समान 0.023 बार्स से अधिक होता है, यह वैक्यूम वाल्व # 2 के माध्यम से गुहा में हवा खींचेगा। निर्वात में तेजी से वृद्धि तब भी होगी जब गाड़ी के शीर्ष मृत केंद्र तक पहुंचने पर इजेक्टर रिंग की कार्रवाई से शेल को पंच से बाहर निकाल दिया जाएगा। इसलिए, शेल विरूपण को रोकने के लिए, वैक्यूम को 100 एचजी तक सीमित करने की सावधानी बरतनी आवश्यक है।
चित्रा संख्या 2
इस समस्या की उपस्थिति के साथ, शेल उत्पादन एमबी 314 प्रेस पर 240 ब्लो/मील की गति से किया जा रहा था। कैप ड्रॉप को कम करने के लिए उत्पादन कम कर दिया गया। वर्णित “शेल कंट्रोल” प्रणाली के साथ, पूर्ण संतुष्टि के साथ प्रेस की गति को 340 ब्लो/मील तक बढ़ाना संभव था।
डबल डाई के प्रत्येक पंच के लिए एक स्वतंत्र “नियंत्रण” प्रणाली का उपयोग करना आवश्यक है, क्योंकि ज़िगज़ैग कट स्ट्रिप्स की रुक-रुक कर फीडिंग के दौरान, एक पंच पहले और आखिरी कट के दौरान वायुमंडलीय दबाव के संपर्क में आता है, जो सिस्टम की कार्रवाई को ओवरराइड करता है। इस प्रणाली का उपयोग करने के लिए डबल डाई का संशोधन अपेक्षाकृत सरल है और इसकी लागत अधिक नहीं है। “शैल नियंत्रण” को विशेष समायोजन की आवश्यकता नहीं है।
 डबल सीम की झुर्रियों को कैसे ठीक करें?
डबल सीम की झुर्रियों को कैसे ठीक करें?
 टूल सेट पर अत्यधिक घिसाव: कारण, परिणाम और समाधान
टूल सेट पर अत्यधिक घिसाव: कारण, परिणाम और समाधान
 टूलपैक में डाई मॉड्यूल का समस्या निवारण
टूलपैक में डाई मॉड्यूल का समस्या निवारण
 टूल पैक में समस्या निवारण रबर स्प्रिंग्स
टूल पैक में समस्या निवारण रबर स्प्रिंग्स
 कैन वेल्डिंग में फिशटेल दोष
कैन वेल्डिंग में फिशटेल दोष
 कैन टूटने के मुख्य कारण
स्लिप क्लोजर क्या है
कैन टूटने के मुख्य कारण
स्लिप क्लोजर क्या है
 छल्लों के लिए उपकरण – पेंट कंटेनर
छल्लों के लिए उपकरण – पेंट कंटेनर
 समन्वित कर्ल वाले फंड के लिए विशेष डाई
समन्वित कर्ल वाले फंड के लिए विशेष डाई



0 Comments