
فيما يتعلق بهذه – أو أي منتج آخر – يمكنك شغل عدة وظائف:
إلى) ثقة كاملة -دون مزيد من الاستفسارات- في جودة العبوة الموردة ، معتبرة أنها مناسبة للغرض المقصود منها. لذلك ، فإنها لا تحدد أي نوع من الرقابة وفقط عندما تنشأ مشكلة تعزى إليهم ، إما أثناء عملية الملء أو لاحقًا ، فإنها تقدم المطالبة المناسبة إلى المورد. يمكن أن يحدث هذا في عدة ظروف:
- عندما لا ترغب في تحمل أي نوع من التكاليف.
- عندما يستحق المورد الضمان الكامل.
- عندما يكون ذلك بسبب نوع المنتج المراد تعبئته ، يكون الخطر ضئيلًا.
ب) قم بتركيب جهاز استقبال . لهذا ، من الضروري وضع قواعد ، متفق عليها أو غير متفق عليها مع المورد ، والتي تحدد بشكل كاف الإجراء الواجب اتباعه وتقييم العيوب المتوقعة. وسوف نعود إلى هذا في وقت لاحق.
ج) إنشاء نظام جودة تم الاتفاق عليه والتفاوض بشأنه وتحديده تمامًا مع المورد. بالنسبة لها ، يتم تحديد مستوى الجودة الذي تتعهد الشركة المصنعة للحاوية بتقديمه بأمان مطلق. في هذه الحالة ، لا يلزم وجود مراقبة مستمرة لها ، ولكن عمليات تدقيق متفرقة للتأكد من أن الاتفاقية قد تم الوفاء بها بشكل مناسب.
د) حدد نظامك الخاص بناءً على احتياجاتك . تتلاءم الحلول المتعددة هنا ، مثل أخذ العينات الموضعية ، والتحكم في النفايات ، معايير ISO ، إلخ…
المعيار أ) يتم استخدامه بشكل أقل ، ويتم تقليل استخدامه إلى الشركات الصغيرة. اليوم أي شركة مهتمة بجودة منتجاتها ستختار الخيارات ب)، ج) أو د).
كمثال ، نطور بمزيد من التفصيل إمكانية ب) ، وهذا هو ، إنشاء “معايير استلام علب الصفيح” بواسطة باكر. للقيام بذلك ، نصف ما يمكن أن تكون عليه مسودة هذه المعايير.
قبل تطوير هذه المسودة ، من المناسب الإشارة إلى ما يلي:
– يجب أن تؤخذ مجموعة البيانات الموجودة فيه كدليل . لذلك ، فإن قيم AQL وحجم الدفعة وخطة أخذ العينات وما إلى ذلك. إنها إرشادية بحتة فقط. سيتعين تعديلها وفقًا للاحتياجات المحددة لكل حالة.
– الأمر نفسه ينطبق على قوائم تصنيف العيوب. يمكن أيضًا توسيعها أو تقليلها اعتمادًا على الظروف المحددة لكل عملية.
ممحاة من قواعد استقبال حاويات الصفيح
أولا- الهدف ومجال التطبيق
الغرض من هذه المعايير هو تحديد الشروط الفنية التي يجب أن تفي بها عبوات الصفيح الموردة من قبل _________________ للشركة ____________________________.
الخصائص المشار إليها في هذه المعايير نهائية ، وتقبل التفاوتات المحددة في كل حالة.
II.- المواد الأساسية :
II.1.- TIN : منتج فولاذي مسطح ، محتوى منخفض من الكربون ، مطلي بالقصدير على كلا الجانبين ، مطبق بواسطة الترسيب الكهربائي.
II.2.- الورنيش : طلاء غذائي عضوي من صول عضوي أو فينيل أو إيبوكسيفينوليك أو ما يعادله.
II.3.- مركب الختم : محلول مائي خاص لتغذية المطاط والراتنج يستخدم لإنتاج ختم محكم بمجرد جفافه. يجب أن تصمد أمام عملية تعقيم الحاويات.
III.- تصنيف ووصف العيوب
III.1.- تعريف العيوب
III.1.1.- عيوب الفئة أ (حرجة): مستوى الجودة المقبول NCA = 0.40٪ (وفقًا لجداول “المعايير العسكرية” – المعايير العسكرية)
العيوب التي تجعل الحاوية غير قابلة للاستخدام للاستخدام العادي أو تؤثر على جودة المنتج أو العبوة وهي تشمل كل تلك التي تؤثر على الإحكام أو تمنع تعبئة الحاوية.
III.1.2.- عيوب الفئة ب (رئيسية): AQL = 4.0٪
العيوب التي تشكل خطرًا معينًا في العبوات التي تعرضها ، ولكن في ظل الظروف العادية لا تمنع استخدامها على هذا النحو.
III.1.3.- عيوب الفئة ج (القصر): AQL = 6.5٪
العيوب التي تؤثر على طريقة عرض الحاوية ، دون الإضرار بعملية إنتاج الخط أو جودة المنتج.
ملاحظة: لا تؤخذ في الاعتبار العيوب الناتجة بوضوح عن المناولة أو ظروف النقل غير المقبولة (قبل التفريغ ، وبعد الاستلام في المصنع ، وما إلى ذلك).
III.2.- وصف العيوب المرئية
III.2.1.- عيوب الفئة “أ”
III.2.1.1.- التعبئة والتغليف
أ 1 حاوية مانعة للتسرب (1)
أ .2 كسر المعدن أو ثقبه
أ -3 الإغلاق الكاذب
أ .4 تشوه مهم في الحافة يجعل الإغلاق مستحيلًا.
أ -5 النقص الكلي للورنيش الداخلي
أ -6 زخرفة خاطئة أو مفقودة أو غير مقروءة
أ -7 الديكورات الداخلية
أ -8 زخرفة مختلطة
أ -9 الأوساخ الداخلية اللاصقة
III.2.1.2.- تاباس / الصناديق
أ 1 حفر المعادن
A-2 تشوه كبير في التجعيد يجعل الإغلاق مستحيلاً
أ -3 عدم وجود المركب في المحيط بأكمله أو في بعض القطاعات منه.
أ .4 الأوساخ الداخلية اللاصقة
إلى 5 الديكور الداخلي
A-6 برشام مكسور (غطاء سهل الفتح)
A-7 شق مكسور (غطاء سهل الفتح)
غطاء A-8 بدون حلقة (غطاء سهل الفتح)
III.2.2.- عيوب الفئة “ب”
III.2.2.1.- التغليف
ب 1 ارتفاع الحاوية عن التفاوتات المسموح بها (2)
ب .2 تشوه طفيف في الحافة
ب 3 عبوات صدئة من الخارج
ب .4 ورنيش داخلي مخطط
ب -5 فك الورنيش الداخلي قبل التعقيم أو بعده.
ب 6 نقص جزئي في الورنيش الداخلي
ب 7 الغياب التام لأحد الأحبار المستخدمة في الزخرفة.
ب -8 زخرفة معيبة أو خارج المركز
ب 9 الأوساخ الداخلية
III.2.2.2.- TAPAS / FUND
ب 1 تجعيد تالف
ب .2 تجعيد القطر الخارجي للخروج من التفاوتات (2)
ب 3 ارتفاع الضفيرة من التفاوتات (2)
ب .4 التشوهات أو الخدوش التي تسبب انقطاعات في الخط ، ولكنها لا تضر بالإغلاق.
ب -5 خدوش الورنيش الداخلي أو الفشل
ب 6 الأكسدة الخارجية
ب 7 برشام مشوه (غطاء سهل الفتح)
III.2.3.- عيوب الفئة “C”
III.2.3.1.- التعبئة والتغليف
ج 1 الجثث المتضررة أو المضروبة
ج 2 تشوه اللوحة السفلية
ج 3 تطويق ضعيف
ج 4 رمش متجعد
ج 5 اختلاف الدرجة اللونية
ج 6 ديكور ملون
ج 7 امتصاص الماء بالطباعة الحجرية
ج 8 خدوش صغيرة في الزخرفة
ج 9 الغياب الجزئي لأحد الأحبار المستخدمة في الزخرفة
ج 10 الأوساخ الخارجية
III.2.3.2.- تاباس / الصناديق
ج 1 حليقة مموجة
ج 2 الوزن المركب خارج نطاق التسامح
ج 3 اختلافات خطيرة في الدرجة اللونية
ج 4 امتصاص الماء بالطباعة الحجرية
ج 5 خدوش صغيرة في الزخرفة
ج 6 الغياب الجزئي لأحد الأحبار المستخدمة في الزخرفة.
ج 7 الأوساخ الخارجية
درجات
(1): يتم التحكم في الضيق عن طريق تعريض الحاوية لضغط لا يقل عن 1 كجم / سم 2
(2): الأبعاد التي يتم التحكم فيها بواسطة فرجار ورنير.
IV.- إجراءات مراقبة الاستقبال
IV.1.- تعريف الدفعة
يتم أخذ كمية الحاويات و / أو الأغطية الموجودة في الشاحنة على هذا النحو.
IV.2.- التطبيق
يمكن تطبيقه على كل دفعة من خلال خطة أخذ عينات إحصائية محددة بواسطة المعيار العسكري MIL-STD-105D (الجداول وإجراءات أخذ العينات للفحص حسب السمات).
IV.3.- خطة أخذ العينات
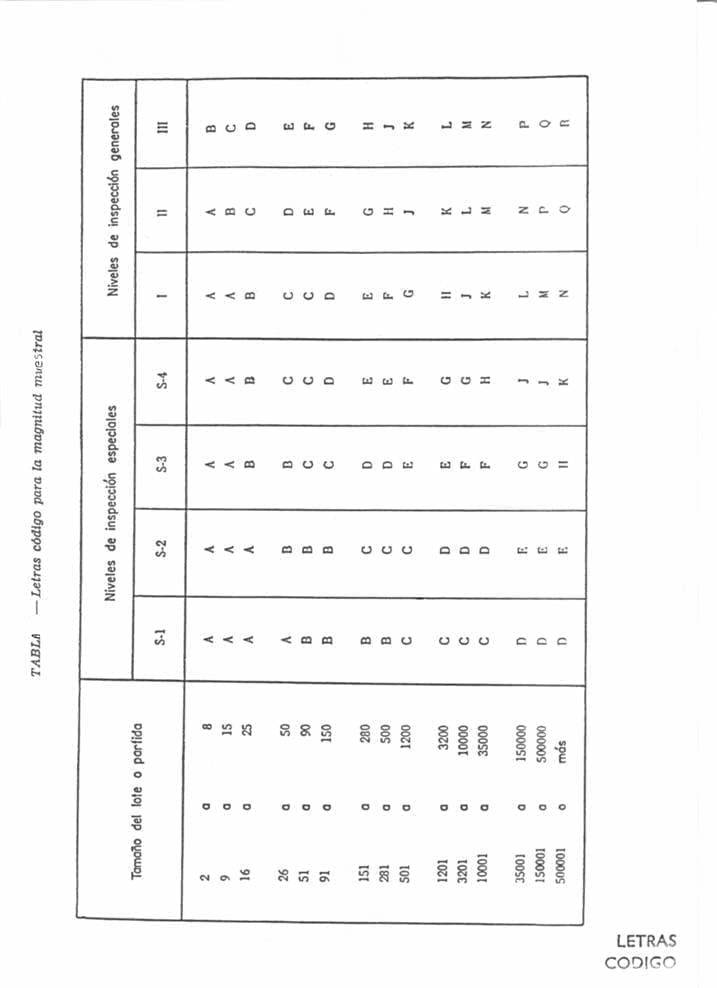
معرفة حجم الدفعة ، يتم تحديد خطة أخذ العينات من خلال مستوى الاستقصاء الأول وأخذ العينات البسيط للفحص العادي. (“مستويات التفتيش العامة”). انظر الجدول أدناه “حروف الشفرة لحجم العينة”. بمعرفة حجم الدفعة ومستوى الاستقصاء ، يحدد هذا الجدول “حرف الرمز” المقابل الضروري لتحديد الحجم أو حجم العينة.
IV.4.- مستوى الجودة المقبول (AQL)
يتم تعريفها على أنها النسبة المئوية القصوى للوحدات المعيبة في الشحنة ، والتي تم تحديدها مسبقًا في القسم الثالث من هذه اللوائح ، وفقًا لدرجة خطورة العيوب التي تم فحصها.
IV.5 تعريف العينة
مجموعة من الوحدات يتم سحبها من لعبة عشوائية للفحص.
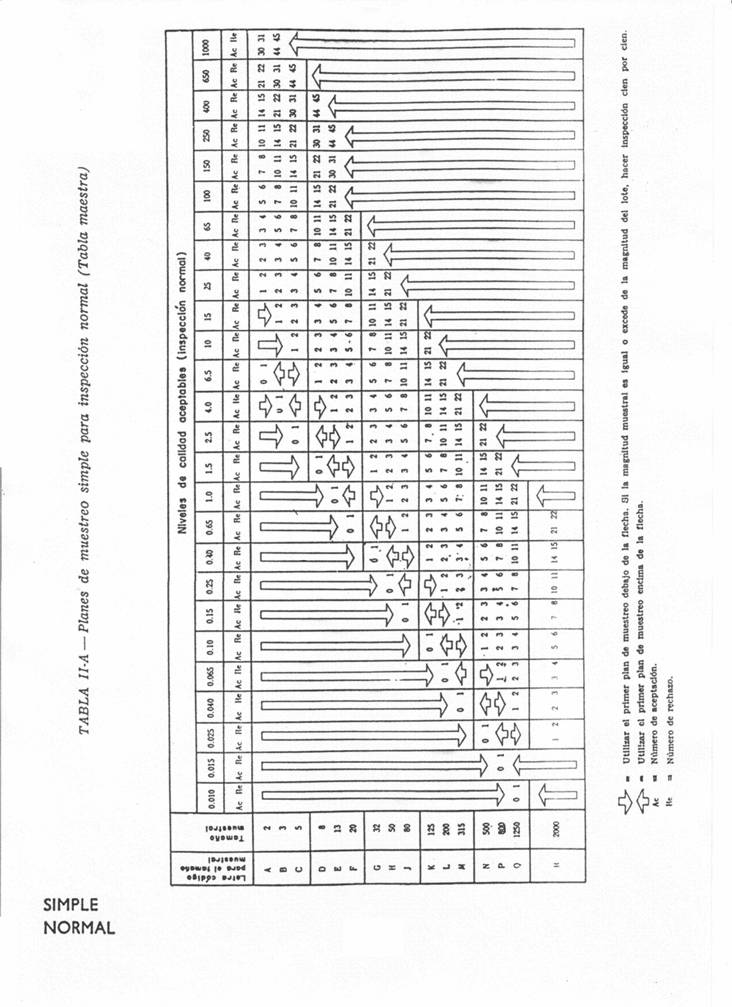
يُطلق على عدد الوحدات الموجودة في العينة اسم SAMPLE SIZE. يتم تحديد قيمتها عن طريق الجدول المرفق II-A. لهذا ، من الضروري معرفة AQL – المعرّف أعلاه بناءً على نوع العيوب – وحرف الرمز الذي سنحدده بالفعل بناءً على “حجم الدفعة أو الدفعة” (على سبيل المثال ، شاحنة) والمستوى التفتيش (المستوى الأول) كما هو مذكور في القسم IV.3 خطة أخذ العينات
يحدد الجدول II-A عدد العينات المعيبة وفقًا لـ AQL التي تحدد قبول أو رفض الدفعة.
IV.6.- أخذ العينة
معرفة عدد البالتات التي تتكون منها الدفعة (ب) وبمجرد تحديد حجم العينة (ج) ، سيتم تطبيق الصيغة التالية
أ = 3 ج / ب ؛ حيث A = عدد الوحدات التي سيتم أخذها من كل منصة نقالة.
هذا يعني أنه سيتم أخذ عينات من كل 3 منصات (3 ، 6 ، 9 ….)
سيتم تقريب الشكل A إلى العدد الصحيح الأعلى أو الأدنى إذا كان الكسر أعلى أو أقل ، على التوالي ، إلى 0.5.
الوحدات المفقودة لإكمال حجم العينة سيتم أخذها من آخر منصة نقالة.
درجات:
-بالنسبة اختبارات الأبعاد ، أو المدمر ، يمكنك اختيار أحد “مستويات الفحص الخاصة” من الجدول أعلاه ، على سبيل المثال المستوى S-1
– يجب استكمال القواعد مع الأوراق الفنية المقابلة للحاويات والأغطية ، وكذلك مع الأوراق المناسبة من الجداول العسكرية. الأخير مرفق أدناه (فقط تلك المذكورة في هذه المسودة).
 السيطرة على الرطوبة في مستودعات التعبئة والتغليف
السيطرة على الرطوبة في مستودعات التعبئة والتغليف
 ستمتلك كازاخستان أول مصنع لعلب المشروبات جاهز بحلول عام 2022
ستمتلك كازاخستان أول مصنع لعلب المشروبات جاهز بحلول عام 2022
 الحاويات المعدنية هي جزء من التعبئة الخضراء
الحاويات المعدنية هي جزء من التعبئة الخضراء
 من شأن نظام إعادة التعبئة والتغليف في إسبانيا أن يقضي على أكثر من 6000 مليون من العلب والزجاجات التي تنتهي في الطبيعة كل عام
من شأن نظام إعادة التعبئة والتغليف في إسبانيا أن يقضي على أكثر من 6000 مليون من العلب والزجاجات التي تنتهي في الطبيعة كل عام
 توريد الحاويات وقيعان الحاويات المعدنية
توريد الحاويات وقيعان الحاويات المعدنية
 جهاز اختبار يدوي لتماسك الحاويات المعدنية
جهاز اختبار يدوي لتماسك الحاويات المعدنية
 قبعات لحاويات الأيروسول
قبعات لحاويات الأيروسول
 “كوماس” في اللحام والتحكم الميكروغرافي
“كوماس” في اللحام والتحكم الميكروغرافي
 التعبئة والتغليف أسفل وأسفل
التعبئة والتغليف أسفل وأسفل
 تعليقات على الصيانة في مصنع التغليف
تعليقات على الصيانة في مصنع التغليف



0 Comments