
نبذة مختصرة
عمل جديد ، ضمن سلسلة منها ، لتحسين الإنتاجية. يتعامل هذا مع كيفية التغذية يدويًا وبطريقة بسيطة ، عملية مكبس أولى ، في خط لتصنيع أوعية النقانق ، مع توفير معقول للمعادن.
المقدمة
الطريقة التقليدية لتصنيع حاوية النقانق منخفضة الارتفاع هي تنفيذها في عمليتين. في الحالة الأولى ، يتم قطع القرص ، ويتم عمل النقش والشكل للملف الجانبي السفلي ، أي أن الحاوية بأكملها مصنوعة عمليًا. ولكن نظرًا للتمدد غير المنتظم للصفيح المقصدري أو TFS ، فإن حافة أو حافة القصدير لها مظهر غير متساوٍ. لذلك ، لتقليص هذه الحافة ، يلزم إجراء عملية ثانية ، وتركها بالحجم المناسب ومعادلة في جميع أجزائها.
بالنسبة لمعدلات الإنتاج المنخفضة ، يتم تنفيذ العملية الأولى في مكبس يدوي أو أوتوماتيكي ، مزود بضربة العمود المرفقي ونظام ضغط منخفض مناسب لأعمال الرسم. يتم تغذية هذه المكبس بشرائط من الصفيح المقصدري ، والتي ، لتسهيل المناولة ، تتطلب قطعًا أو حجمًا كبيرًا بالنسبة للقطع المناسب لحشو الحاوية. هذا القطع ضروري في كل من عرض الحزام وعلى طوله ، أي بين القطع. إنه ، من بين وظائف أخرى ، يسمح بإزالة الرواسب من الحزام في قطعة واحدة دون توليد انسداد. يتلقى الفائض المذكور أسماء مختلفة في عامية معدنية مثل: الانقطاع ، الهيكل العظمي ، السيخ ، إلخ. عندما تكون حاوية النقانق مستديرة ، فإن فقدان المواد بسبب هذا المفهوم مهم للغاية. انظر الشكل رقم 1:
الشكل رقم 1 مثال على انقطاع الشريط
تتمثل إحدى وسائل تقليل هذا القص في استخدام القطع المتعرج. إنه الحل المثالي ولكنه مكلف لأنه يتطلب معدات وأدوات مناسبة له. هناك بديل آخر أرخص بكثير وهو البديل الذي نفصله الآن. إنه مصمم للتركيبات الصغيرة ذات النشاط القليل. في ذلك ، يجب تنفيذ أربعة عناصر:
– الضغط اليدوي في الوضع الأفقي.
– قطع شرائط بإجراءات خاصة.
– التغذية بالجاذبية.
– تعديل الأدوات والتوقف.
لمتابعة الموضوع بشكل أكثر ملاءمة ، سنفعل ذلك من خلال مثال. لنفترض أننا نريد تنفيذ تركيب لتصنيع سلسلة صغيرة من وعاء النقانق بأبعاد 71.5 ريال عماني × 27 وفقًا للرسم رقم 2.
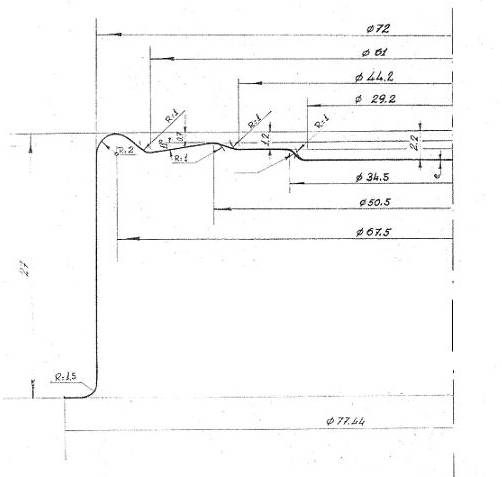
الشكل 2: حاوية سجق 71.5 ريال عماني × 27
يضعط
في العملية الأولى ، سنحتاج إلى مكبس يدوي بحوالي 40 Tm ، بحد أدنى 75 مم ، ومجهز بوسادة هوائية ، مثبتة في وضع أفقي. هذا الأخير في حالتنا أمر أساسي. الوضع الأفقي ضروري للسماح بتغذية الشرائح في مستوى عمودي كما سنشرح لاحقًا.
لا يمكن إمالة جميع الضغطات إلى الوضع الأفقي ، ولكن مع بعض التعديلات يمكن تحقيقها. على سبيل المثال ، إضافة بعض دعامات الظهر أو الأرجل التي يرتكز عليها الجزء الخلفي من الجسم المضغوط.
لن ندخل بقية الآلات على الخط ، لأنها لا تقدم أي خصوصية. يمكن رؤية مثال على هذا النوع من التثبيت في الرسم رقم 3.
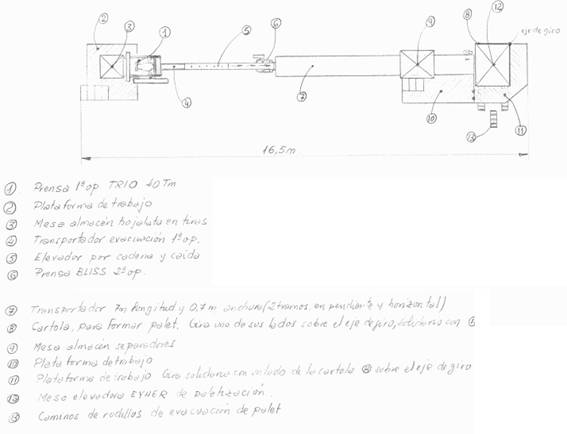
الشكل رقم 3: خط صغير من حاويات النقانق
تصميم شريط القصدير
لتحديد أبعاد الصفيحة المعدنية نأخذ بعين الاعتبار ما يلي:
– سيكون عرض الشريط أقل من قطر القطع لأداة النقش. القاعدة المدعومة أقل من القطع بمقدار 1 مم. في مثالنا ، يكون القطع 119.5 مم ، ويجب أن يكون الشريط 118.5 مم. يمثل هذا توفيرًا مهمًا ، لأنه في ظل الظروف العادية سيكون القطع زائد 3 مم. هذا يعني توفير 3.4٪ في العرض.
– المسافة أو الخطوة بين النفخ والنفخ ستكون بالضبط القطع. لذلك نحفظ القص المعتاد بين التخفيضات. وهذا يمثل تخفيضًا بنسبة 1.25٪ من طول المادة.
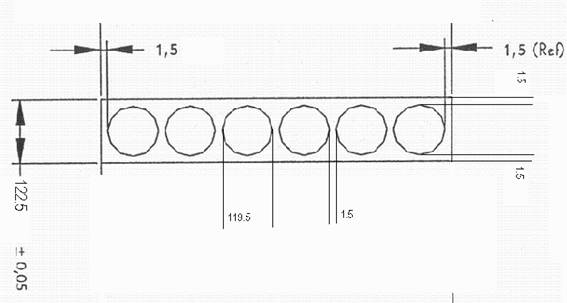
– باستخدام هذه الأماكن ، سنحدد مخطط القطع وحجم الورقة المناسب. في الشكل 4 ، نمثل الشكل المقابل لمثالنا.
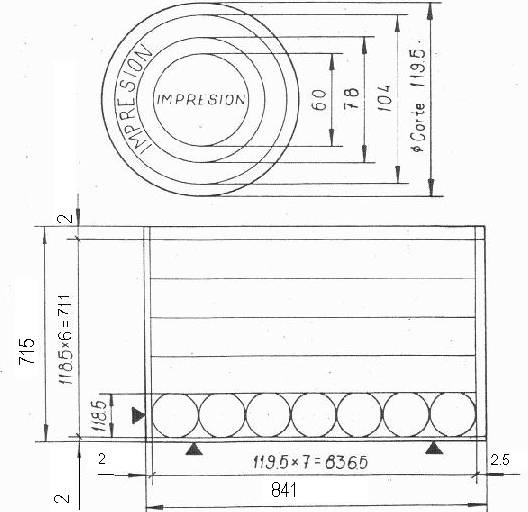
الشكل 4: رسم تخطيطي لقطع وأبعاد الصفيح المقصدري 71.5 × 27 ريال عماني
في هذه الحالة ، إذا قارنا هذا البعد من الورقة ، مع البعد الذي نحصل عليه مع القطع التقليدية ، فإن التوفير يتجاوز 4.5٪ ، وهو عدد كبير جدًا عندما نتحدث عن تكلفة المادة الخام الأساسية.
تغذية الصحافة
لتغذية الشرائط بالضغط ، في مثالنا للأبعاد 118.5 × 836.5 مم ، يتعين علينا اتخاذ الإجراءات التالية:
– قم بإعداد منصة للمشغل ، عالية بما يكفي بحيث تكون المطبعة عند مستوى منخفض. يجب أن تكون الأداة أكثر أو أقل في ارتفاع الركبة. بهذه الطريقة ، عندما يأخذ المشغل شريط الصفيح المقصدري من البليت ، لإيداعه في قناة التغذية ، فلن يحتاج إلى رفع الذراعين ، لأن هذا قد ينتج عنه إجهاد إضافي.
– سيتم تركيب مجرى التغذية الشريطي أو القادوس عموديًا. يتم تحديد مستوى التغذية العمودي بواسطة حافة القطع لشفرة السحب. تتكون هذه القناة من أدلة بسيطة تتحكم في الشريط في جميع اتجاهاته باستثناء الاتجاه الهابط. سيكون فمه العلوي على شكل قادوس أو قمع ، لتسهيل إدخال الشريط. سيقوم المُشغل بإيداع الشريط في الذبيحة ، ثم يطلقه لاحقًا ؛ سوف ينزل حتى يصل إلى التوقف ، والذي سنعود إليه لاحقًا. إذا كان الحزام ثقيلًا جدًا ، فقد تحتاج إلى مكابح خفيفة لتخفيف السقوط. سيتم تصنيعها من مادة لا تخدش أو تضع علامة على ورنيش الشريط ، مثل اللباد والجلد وما إلى ذلك … يتم تمثيل كل هذه المكونات بشكل تخطيطي في الشكل 5.
– سيتم وضع طاولة على المنصة لاستقبال لوح الشرائط المقطوعة. سيأخذ العامل الشرائط واحدة تلو الأخرى ويسقطها في القادوس. ليس من الضروري مزامنة السقوط نفسه ، لأنه إذا سقط قريبًا ، فسوف يتخطى اللكمة ، والتي في تلك اللحظة تحشو الحاوية الأخيرة من الشريط السابق ، وسوف تنتظر حتى ترتفع لتضع نفسها في الأعلى من الموت. إذا وصلت عند ارتفاع اللكمة. سيوقفه التوقف ، ويبقى في الموضع الصحيح.
– توضع حاوية تحت المكبس لتجميع القطع المقطوعة المتساقطة.
– يقوم مرشد التفريغ باستلام الحاويات عند مغادرتها للقوالب وإيداعها في ناقل الإخلاء
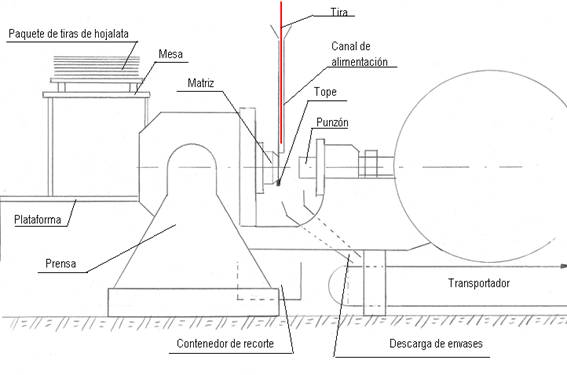
الشكل رقم 5: مخطط التثبيت للعملية الأولى
يجب تزويد المطبعة بوسائل الحماية المناسبة لضمان سلامتها وكذلك ضوابط خروج الحاوية أو الموانع.
تعديل الأدوات وإيقافها
في الجزء السفلي من الأداة ، يجب تثبيت السدادة بما يتماشى مع حافة القطع للشفرة. انظر الشكل رقم 5. عند هبوطها ، سوف تنحرف الثقب برفق تجاهها ، دون الإضرار بحافة القطع. بهذه الطريقة سوف ينكسر الشريط عند ثلاث نقاط على كل ضربة لكمة. ستتطابق نقطة مع القمة ، أي في الجزء السفلي منها ، لأنه عندما يحدث القطع ، حيث لا يوجد قطع ، سيتم إنشاء الكسر. سيتم وضع النقطتين الأخريين على جانبي الشريط ، حيث يكون عرضهما أقل من قطر القطع.
نتيجة لكل هذا ، تظهر قطعتان من قطع الصفيح المقصدري على شكل مثلثات منحنية الخطوط ، والتي تقع أسفل أدلة تفريغ الحاوية ، إلى حاوية التجميع.
عندما يتم رفع المثقاب ، فإن شريط القصدير سوف يتراجع لأسفل ، في مسار يساوي قطر القطع حتى توقفه الإيقاف ، وسوف تتكرر الدورة.
النتائج
بهذه الطريقة البسيطة يتم تحقيق هدف مزدوج:
– تحقيق وفورات مقبولة في المواد
– تأكد من أن المشغل يعمل باستمرار ، مع الضغط على الدواسة بشكل مريح ، حيث إن مهمته تقتصر على إسقاط الشرائط من خلال قادوس التوجيه. وبالتالي يمكن العمل بأقصى سرعة تسمح بها الصحافة.
 يموت من أجل الأموال
يموت من أجل الأموال
 يموت لعلب النقانق
يموت لعلب النقانق
 خط التعبئة والتغليف “الطرف”
خط التعبئة والتغليف “الطرف”
 التعبئة في خطوط صغيرة لتعبئة النقانق
التعبئة في خطوط صغيرة لتعبئة النقانق
 إسقاط عميق عن طريق النظام المعكوس
إسقاط عميق عن طريق النظام المعكوس
 خط التغليف “قطعتان DRD”
خط التغليف “قطعتان DRD”
 أدوات للسدادات حاويات الطلاء
أدوات للسدادات حاويات الطلاء
 حساب التشكيل الجانبي لقص التمرير
حساب التشكيل الجانبي لقص التمرير
 الصيانة الوقائية للمكابس الأوتوماتيكية
الصيانة الوقائية للمكابس الأوتوماتيكية



0 تعليق