
خياطه Lanico BF 280
.نبذة مختصرة
تحليل تطور ارتفاع جسم حاوية الأيروسول خلال مراحل تصنيعها المختلفة.
المقدمة
خلال عملية التصنيع ، يتم تقليل الارتفاع الأولي للهيكل المسطح للحاوية بشكل طفيف في كل مرحلة ، حتى يصل إلى قيمته النهائية بمجرد الانتهاء من الحاوية.
من المهم جدًا معرفة الانخفاض في هذا الارتفاع في كل خطوة لعدة أسباب:
– البعد المهم الذي يجب الحصول عليه هو حجم الحاوية الجاهزة ، حيث إنها تحدد سعتها. لذلك ، بدءًا منه ، من الضروري معرفة مقدار زيادته ، لتحديد ارتفاع قطع الجسم المسطح.
– لكي تكون العملية تحت السيطرة ، من الضروري تعديل كل خطوة فيها بشكل صحيح. ومن ثم ، من الضروري معرفة البيانات التي تختلف من واحد إلى آخر في كل منها. كما أشرنا ، يتناقص الارتفاع في كل مرحلة ويجب معرفة قيمته النظرية والتحكم فيها.
يتأثر انخفاض الطول في كل مرحلة بشكل كبير بعوامل مختلفة:
– حسب المعايير المستخدمة في كل عملية ، وبالتالي تصميم الأدوات المستخدمة فيها. على سبيل المثال ، يؤثر الشكل المعطى على حز طرفي الجسم على فقدان ارتفاع نفس الجسم.
– عن طريق التقنية المستخدمة في العملية. على سبيل المثال ، ليس من نفسه إجراء عملية إحضار بواسطة سدادة قطنية على حاوية ثابتة ، كما هو الحال عند استخدام لفافة في حاوية دوارة.
– نظرًا لعدد العمليات التي تشتمل عليها العملية الكاملة ، لأنه من أجل الوصول إلى نتيجة متساوية ، يمكن استخدام خيارات مختلفة في عدد الخطوات التي يجب اتباعها. على سبيل المثال ، يمكن تركيب الجسم أولاً ثم شفة ، أو يمكن تنفيذ كلتا العمليتين في وقت واحد.
– نظرا لخصائص الآلات المستخدمة في التصنيع. على سبيل المثال ، لا يتم تحقيق نفس النتائج مع الآلات المدمجة – نوع النقل – ذات الرؤوس الأفقية المتعددة ، كما هو الحال مع الآلات الرأسية المستقلة.
القيم
من التعليقات السابقة ، يترتب على ذلك أنه ليس من الممكن تحديد مسبق بدقة ، تغيرات الارتفاع التي تحدث في الخطوات المختلفة في تصنيع حاوية الهباء الجوي. أفضل ما يجب فعله هو تحديد خسائر الارتفاع في كل حالة والتي تم إنشاؤها بطريقة نظرية أولى ، ومن ثم عمليًا.
كدليل إرشادي ومع الأخذ في الاعتبار أن تأثير العوامل المذكورة أعلاه صغير دائمًا ، يمكننا إعطاء مثال ملموس لتطور هذه الارتفاعات.
سنبدأ من تصميم مسنن وحواف كما هو موضح في الرسم رقم 1. من المعتاد في حاويات الهباء الجوي ، بقطر جسم يبلغ 57 ملم ، أسفل 54 وقبة 52.
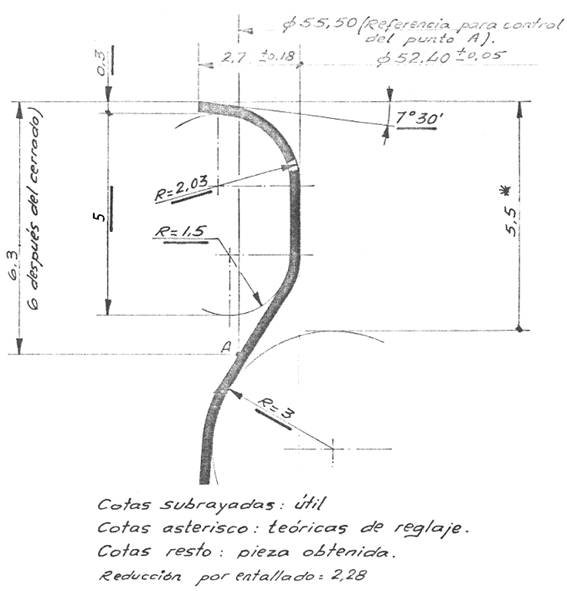
سيحتوي الطرف الآخر من الجسم على درجة مشابهة لتلك الموضحة ، ولكن مع تقليل أقل في القطر ليناسب الجزء السفلي بقطر 54 مم.
سوف نفترض أننا ننفذ العملية على آلة نقل متعددة الرؤوس – Lanico type BF 280 Ae أو ما شابه ذلك- ، حيث تكون عملية التحزيز والتشفيه متزامنة. لذلك فإن مراحل التصنيع هي:
– تشكيل الأنبوب على آلة اللحام
– تركيب وتشفيه الجسم على ماكينة Lanico
– وضع قاع الحاوية على ماكينة Lanico
– وضع قبة الحاوية على آلة لانيكو
كل هذا حسب التسلسل الموضح في الرسم رقم 2.
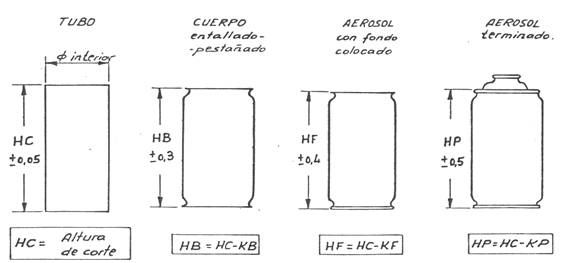
الشكل رقم 2: تطور الارتفاعات في حاوية الهباء الجوي
يشير هذا الرسم أيضًا إلى الصيغة التي تحدد الارتفاع الناتج في كل حالة – HB أو HF أو HP – حسب ارتفاع القطع الأولي – HC – ومراعاة ثابت – KB أو KF أو KP – مما يعكس خسارة الارتفاع المقابلة
لذلك يكفي معرفة قيم KB ، KF ص KP لتحديد فقدان الارتفاع في كل مرحلة.
بالنسبة للحالة المحددة التي حددناها ، فإن قيم هذه الثوابت هي:
كيلو بايت = 3 ملم
KF = 3.3 ملم
KP = 3.6 ملم
كما أشرنا بالفعل ، قد تختلف قليلاً عندما تتغير العوامل المذكورة.











0 تعليق