
بعض المؤشرات لعمل فتحات عنق بلاستيكية في حاويات معدنية.
ديباجة
ينتشر استخدام الأطواق البلاستيكية والقمم والأغطية البلاستيكية على نطاق واسع في الحاويات المعدنية المخصصة لاحتواء السوائل مثل زيوت الطعام والمنتجات الصناعية وما إلى ذلك أنها تسهل الإغراق نفسه والاستخدام الجزئي للمنتج.
تتمثل مهمة العامل المعدني في تحضير غطاء الحاوية بحيث يمكن وضع العنق لاحقًا. لهذا ، من الضروري عمل ثقب على الغطاء المذكور ، حيث سيتم إدخال الرقبة. يمكن تجميعها على الحاوية في أوقات مختلفة:
– في الغطاء الفضفاض ، أي قبل غلقه على جسم الحاوية. في هذه الحالة ، يتم تنفيذ عملية التجميع بواسطة غراف المعادن. يمكن أن يكون الغلاف بعد ذلك:
أو يغلق بواسطة عامل غراف المعادن ثم يملأ المعبأ في الأسفل ويغلق نفسه
أو أغلق بواسطة المعبئ ، بمجرد ملء الحاوية. في هذه الحالة ، قام عالم المعادن بإغلاق الصندوق مسبقًا.
– في الحاوية مرة واحدة ممتلئة. يتم تزويد العلبة إلى المعلب مع وجود الجزء السفلي والغطاء في مكانه. يملأه الحشو من خلال الفتحة الموجودة في الرقبة ثم يملأ العنق فيه. في هذا الخيار ، سيتجنب المعبئ إغلاق الغطاء أو القاع.
هناك طرق مختلفة لتصميم الفتحة الموجودة على غطاء العنق وسنلقي نظرة على بعضها في هذا المقال.
أنواع الإقامة
تحدد طريقة تثبيت العنق على الغطاء نوع الفتحة أو الغلاف الذي سيتم صنعه عليه. أكثر الطرق شيوعًا لتشغيل هذه العملية هي:
– مضغوط: يتم دفع العنق / السدادة إلى الفتحة ويظل مدفوعًا هناك بفعل تفاعل فتحة العنق.
– التماس: تتفاقم التنورة أو نتوء الرقبة ميكانيكياً بشفة الثقب.
متغيرات هذين النظامين الأساسيين كثيرة ، والوسائل الممكنة لاستخدامها كذلك. سنرى أدناه مثالاً منهم.
1º. – لتجميع الضغط
تتميز الياقات المُثبَّتة بالضغط بتقديم أخدود في منطقة الاتحاد بالغطاء ، حيث يتم تثبيت حافة الثقب المصنوع على الغلاف بجهد ، بعد تجاوز نتوء مما يمنع فيما بعد استخراجه. يرتكز العنق بقوة على حافة الحفرة ، بواسطة نتوء يقع خارج الحلق. الصورة رقم 1 مثال على هذا النوع من الرقبة
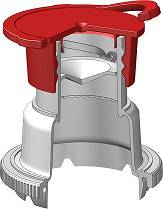
الشكل رقم 1: الرقبة لتركيب الضغط
ضمن هذا النوع من تصاعد الضغط ، يمكننا التمييز بين نوعين من الثقوب:
الأول. – ثقب “بدون نتوءات”:
مثال على هذا النوع الأول موضح في رسم الشكل 2:
شكل رقم 2: تثبيت عنق على فتحة بدون نتوءات
تتميز بحماية حافة القطع للفتحة ، بحيث لا يمكن أن يتلامس المنتج المعبأ معها بسهولة. يتم استخدامه للتغليف القوي الذي يمكن أن يهاجم الفولاذ الذي يظهر عند حافة القطع ، على سبيل المثال سوائل الفرامل. ولتحقيق ذلك يتم استخدام:
– قم بعمل قطع على الغطاء بأدنى حد ممكن من النتوءات ، ومن هنا جاءت تسميته. وبهذه الطريقة ، يوجد معدن أقل تعرضًا ، ولا سيما أن الحافة تقدم سطح أملس وموحد.
– قم بإبراز الرقبة بكتف أو خطوة ربط ملحوظة للغاية ، حيث يتم تثبيت حافة الحفرة ، للحماية من الهجمات الكيميائية.
لذلك يجب أن يكون كل من قطر الثقب وارتفاع التنورة دقيقين للغاية وهذه قياسات مهمة.
سنقدم مثالًا ملموسًا لعمل الثقب ، مع الإشارة إلى أنه يجب أخذها كفكرة فقط ، حيث يجب على كل مصنع للرقبة تحديد الأبعاد والطريقة المثالية لعمل الثقب لكل نوع من أنواعه المصنعة.
في هذا المثال يتم الإقامة على مرحلتين. أولهم متزامن مع تحقيق الغطاء. وهذا يعني أن الأمر يتعلق بتزويد قالب تصنيع الغطاء بالقطع اللازمة لتشكيل أخدود دائري ، والذي يعد الجزء الذي سيتم عمل الثقب فيه في العملية التالية.
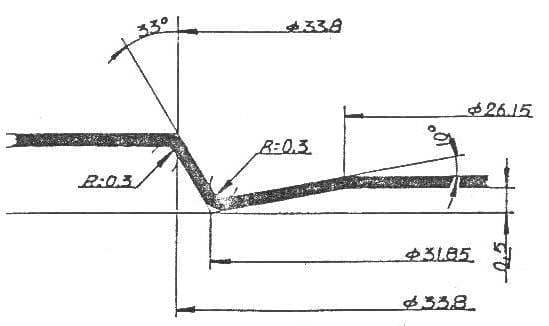
يوضح الشكل 3 تفاصيل مكبرة لأبعاد هذا الجزء من الغطاء اللازمة لعمل ثقب بقطر 23.8 مم لاحقًا
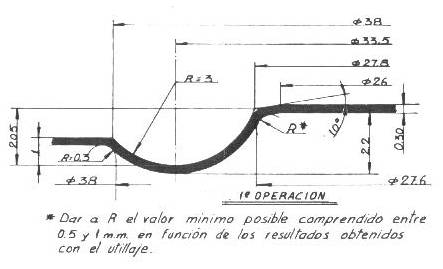
الشكل رقم 3: العملية الأولى على قالب غطاء ثقب “خالي من النتوءات” لعنق الضغط
يتم تنفيذ المرحلة الثانية على مكبس آخر ، مزود بغطاء مغذي ، حيث يتم تثبيت أداة القطع والكي ، مما يجعل الفتحة وتميز الصورة الظلية للإسكان بشكل صحيح.
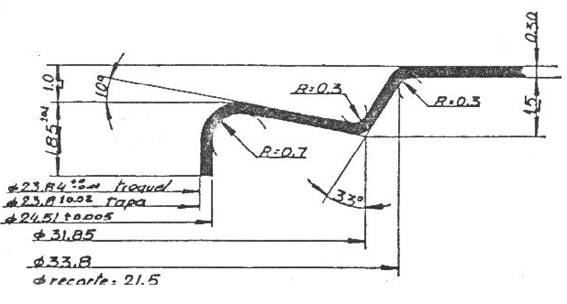
يوضح الشكل التالي – رقم 4 – العملية الثانية لحفر حفرة بقطر 23.8 مم ، وهي استمرار للعملية التي بدأت أعلاه.
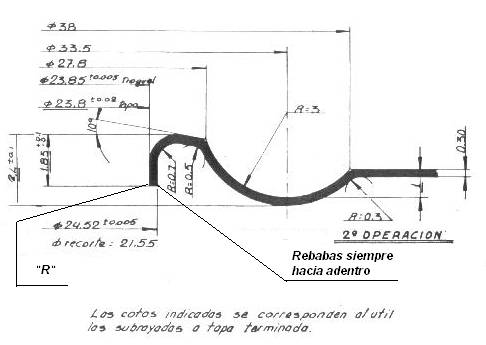
الشكل رقم 4: العملية الثانية على غطاء فتحة “خالي من النتوءات” لعنق الضغط
للحصول على وظيفة جيدة ، يجب مراعاة الملاحظات التالية:
– في عملية القطع ، يجب أن تكون الأدوات في حالة جيدة جدًا ، بحيث يتم إنشاء الحد الأدنى من نتوءات وداخلها.
– يجب أن يكون نصف القطر “R” لحافة القطع في حده الأدنى. تبلغ قيمته المثالية 0.06 مم مع الأدوات الجديدة ، وستكون القيمة القصوى المسموح بها 0.20 مم. يتم التحكم فيه بمساعدة جهاز عرض ملف تعريف.
– السماكة المثالية للمعدن هي تلك المشار إليها في الرسم – 0.30 مم – ولكن يمكن تقليلها ، اعتمادًا على المنتج المراد تعبئته وظروف تركيب العنق (على غطاء مفكوك أو مناسب ، يتم التحكم في درجة حرارته أو لا ، إلخ). في كل حالة يجب تحديد القيمة المناسبة تجريبياً.
– يجب أن تقوم عملية الكي الثانية بعمل كي نشط على الصورة الظلية بأكملها وتصل إلى نهاية الشوط.
– هذه المواصفات شائعة لكل من المواد غير المصقولة والورنيش.
يوضح الشكل 5 غطاءًا مستطيلًا يستخدم لحاويات سوائل الفرامل بأبعاده الرئيسية ومنظر مقطعي للعملية الأولى والثانية.
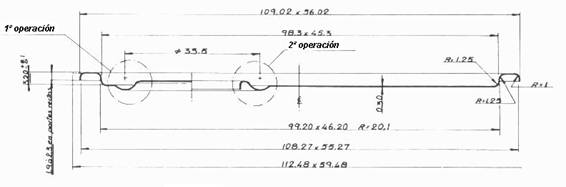
الشكل رقم 5: مقطع من غطاء مستطيل الشكل 99 × 46 به فتحة “خالية من النتوءات”
للتحقق من جودة الثقب بمجرد الانتهاء منه ، يمكن إعداد بعض مقاييس “go-no-go” لارتفاع التنورة – البعد 1.85 من الشكل 4 – وقطر الفتحة – البعد 23.8 -. للتحقق من هذا الأخير ، ستكون معايير التحقق هي أن المقياس “لا يمر” يمر أيضًا ، ولكن يمكن رفع العنق باستخدام المقياس المرفق به.
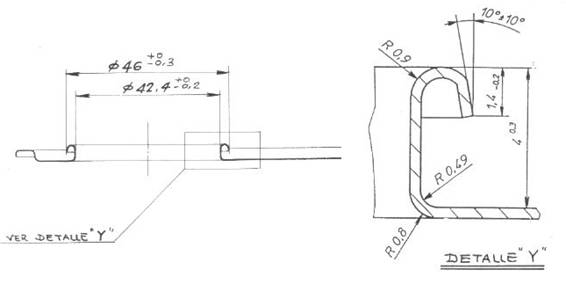
ثانيًا: فتحة “ذات نتوءات”:
يظهر مثال على هذا النوع من الفتحات في الشكل 6. تنفيذها أقل تطلبًا من الحالة السابقة ، ويتم استخدامه للمنتجات غير العدوانية ، مثل الزيوت النباتية الصالحة للأكل.
الشكل رقم 6: تثبيت عنق على فتحة نتوء
تشبه عملية التصنيع عملية الثقب “بدون نتوءات” ، أي في عمليتين. تم دمج الأول في الأغطية يموت. يوجد في الرسم رقم 7 تصميم لثقب 23.8 مم أيضًا.
الشكل رقم 7: العملية الأولى على غطاء ثقب يموت “مع نتوءات” لعنق الضغط
يتم تنفيذ الثانية في مكبس مستقل مزود بغطاء مغذي وأدوات مناسبة. انظر الشكل 8:
الشكل رقم 8: العملية الثانية على غطاء ثقب يموت “مع نتوءات” لعنق الضغط .
بمجرد عمل الفتحة على الغطاء ، مهما كان نوعه ، تكون عملية إدخال العنق سهلة. يكفي وجود نظام لتوجيه وتحديد موضع العنق المذكور – على سبيل المثال عن طريق معدات الاهتزاز والمحاذاة بواسطة الفتحات والموجهات – وذراع / رأس دافع – على سبيل المثال هوائي – يضمها. هناك معدات معدة في السوق لهذا العمل يمكن تجميعها في دار تشغيل المعادن أو في التعبئة ، حسب طريقة تعبئة الحاوية المستخدمة.
2º.- للتجميع عن طريق التجعيد
هناك طريقة أخرى لتثبيت الرقبة بالغطاء وهي استخدام قبضة سريعة. في هذا الخيار ، لا يتم التثبيت بالضغط ، ولكن يوجد مفصل على شكل خطافات متشابكة بين حافة العنق وتنورة الغلاف. لهذا ، يلزم وجود معدات إغلاق خاصة ، والتي تقوم بعملية الإغلاق والسحق لكلا المكونين. يظهر نموذج لهذا النوع من الرقبة في الصورة 9.

الشكل رقم 9: رقبة نموذجية للتركيب عن طريق الإغلاق
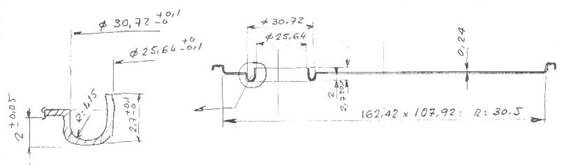
أشكال منطقة ربط العنق وتنورة الغطاء لها تصميم مختلف عن ذلك الموضح في النوع السابق. هناك العديد من المتغيرات في السوق. على سبيل المثال أيضًا ، نقدم بضع عينات من الثقوب لهذا الحل. الرسم رقم 10 هو بديل يتم تنفيذه أيضًا في عمليتين مشابهتين لتلك المعروضة أعلاه
الشكل رقم 10: فتحة لتركيب الطوق عن طريق الإغلاق
بالنسبة لأنواع معينة من هذه الأعناق ، من الممكن تحضير فتحة الغطاء في عملية واحدة ، أي من خلال دمج تجسيدها في القالب لتصنيع الغطاء ، كما هو الحال مع الخيار المعروض في الشكل 11.
الشكل رقم 11: ثقب صنع في عملية واحدة
على أي حال ، يجب أن يتم تنفيذ هذه المهمة من قبل العامل المعدني باتباع التعليمات الصادرة عن الشركة المصنعة للرقبة ، والتي تتمتع بالخبرة اللازمة.












0 Comments