
المقدمة
في صناعة المعادن ، يتكرر شراء أو استبدال المكونات المصنعة بالفعل (الهواتف والأغطية سهلة الفتح وقباب الهباء الجوي ، وما إلى ذلك). يمكن أن يحدث هذا بين الشركات المصنعة للحاويات ، حيث يتخصص بعضها في المكونات ، أو بين أجهزة رسم المعادن والتعبئة. بالنسبة لهذه الحالات ، وأيضًا في الإمداد العادي للعلب ذات الأغطية السائبة لصناعات التعبئة ، من الجيد أحيانًا إنشاء نظام لمراقبة الجودة لهذه المكونات المصنعة بالفعل.
تمت تغطية هذا الموضوع بالفعل في العمل ،
“استقبال الحاويات في مصنع التعبئة”
، المنشورة في قسم “المعلومات الفنية” قسم “التحكم” في هذا الموقع. الآن ، نعتزم التعمق قليلاً في القضية المحددة لمراقبة جودة الأبعاد للقمم / القيعان. ما هو موصوف هنا صالح حتى للتركيب المباشر لعنصر تحكم في ورشة تصنيع الورشة المعدنية.
لن ندخل في تعريف العيوب ، وخطة أخذ العينات ، ومستويات الجودة ، وما إلى ذلك ، حيث تم تناول هذه المشكلات بالفعل في العمل المذكور أعلاه. كما أننا لن نتعامل مع العيوب البصرية التي قد تظهر في الصناديق لنفس السبب. سنركز على المعلمات التي يمكن التحكم فيها من خلال قياسات محددة ، مع توفير الوسائل لإجراء هذه القياسات ببساطة قدر الإمكان.
توجد حاليًا وسائل تحكم متطورة للغاية ، والتي تتيح قياس المستويات الرئيسية للصندوق عمليًا بشكل تلقائي. نظرًا لارتفاع تكلفة هذه المعدات ، لا يكون لها ما يبررها إلا عندما يكون حجم العمل كبيرًا. وهذا يعني أن الاستحواذ على الشركات الصغيرة ليس له معنى كبير. الإجراءات الموضحة هنا تستخدم أدوات بسيطة وغير مكلفة وهي مصممة للنوع الأخير من الشركات.
معلمات للتحكم
سنقوم بتفصيل التدابير الأساسية للصندوق الذي يجب التحكم فيه. لهذا سوف نعتمد على الشكل رقم 1
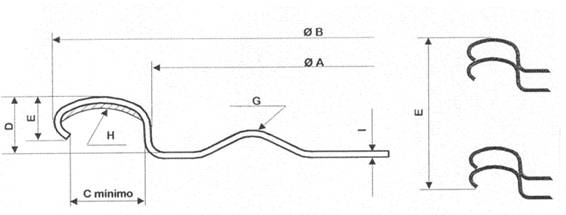
الشكل رقم 1
يلخص الجدول التالي: أ) الأبعاد التي يجب أخذها – مميزة بنفس الحرف كما في الشكل – ، ب) المفهوم الذي يعكسونه و ج) التسامح الطبيعي المطبق في هذه القياسات. بالنسبة لسمك ومزاج الصفيحة المقصدرة ، نشير إلى المعايير الدولية المعمول بها. لا يحتوي عرض القناة على تفاوتات ، يحدد مقياس التحكم قيمته الدنيا. سيكون ملف تعريف اللوحة الخلفية هو الملف المتفق عليه بين الطرفين.
|
كوتا |
مفهوم |
التسامح |
| –
– إلى ب ج د و جي – |
سمك لوحة القصدير
صلابة القصدير قطر الوعاء القطر الخارجي الحد الأدنى لعرض القناة عمق الجرافة عدد الأغطية في 2 بوصة (50.8 ملم) الملف الشخصي للوحة الوزن المركب |
حسب المعايير
“” + 0.05 ملم + 0.20 ملم – + 0.15 ملم. + 2 وحدة – + 18.5٪ |
هناك معلمات أخرى يمكن قياسها ، لكننا لا ندرجها في هذا العمل لأنها إما أكثر تعقيدًا أو يمكن اتباعها في المقالات المنشورة بالفعل على الويب ، مثل:
– أ- تصفيح القصدير. راقب:
“تحديد طلاء القصدير على الصفيح المقصدري”
– ب – تحميل الورنيش الداخلي والخارجي. راقب:
“تحديد وزن الطبقة الجافة للورنيش”
– ج.- نصف قطر جدار الجرافة. على الرغم من أهمية أن تكون في القياسات الصحيحة ، فإن التحقق الدقيق منها يتطلب وسائل معقدة. إذا تم الحفاظ على قالب تصنيع الخلفيات جيدًا ، فلا ينبغي أن يظهر اختلافات.
لذلك دعونا نعتبر أن لدينا بالفعل جدول كامل بقيم المعلمات التي يجب التحكم فيها. يمكن إجراؤه كما هو موضح أعلاه ، بإضافة كميات كل بُعد في عمود التفاوت. معه في المقدمة يمكننا أن نبدأ السيطرة.
سماكة
غرض : تأكد من أن الجزء السفلي لديه مقاومة ميكانيكية كافية.
أداة القياس : ميكرومتر ذو نقاط رفيعة أو شبه كروية ، ويفضل أن يكون رقميًا.
طريقة : قراءة مباشرة
صلابة
غرض : تأكد من أن الجزء السفلي لديه مقاومة ميكانيكية كافية
جهاز قياس : مقياس التحمل مجهز بميزاني Rockwell HR 15T و HR 30T.
طريقة : انظر دليل المعدات في كل حالة.
قطر الدرج “أ”
غرض: تأكد من أن ظرف الظرف يتناسب بشكل صحيح مع الجزء السفلي أثناء الإغلاق.
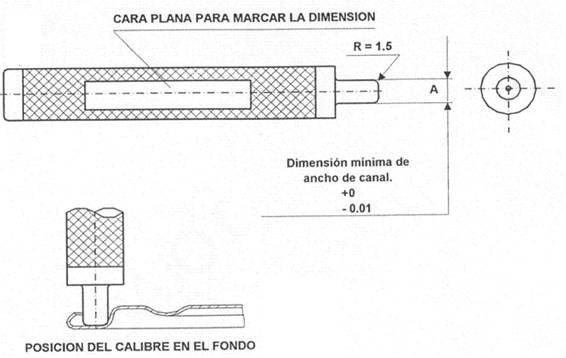
أداة القياس : عيار “go / no go” لقطر الجرافة (تعديل ظرف الظرف) وفقًا لشكل الرسم رقم 2:
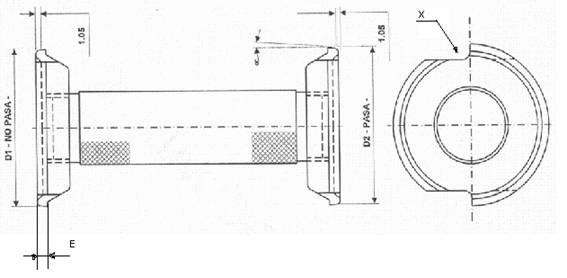
الشكل رقم 2
يتكون هذا المقياس من لوحتين تشبهان شياطين ، بقطر مختلف. كل واحد منهم لديه استراحة متقابلة “X” ، مما يجعل من الممكن التحقق مما إذا كان في وضع جيد على قاعدة صينية الغطاء. لحساب قياساتها ، من الضروري البدء من قيم مغزل الإغلاق المقابل – انظر الشكل 3 – وتطبيق الصيغ التالية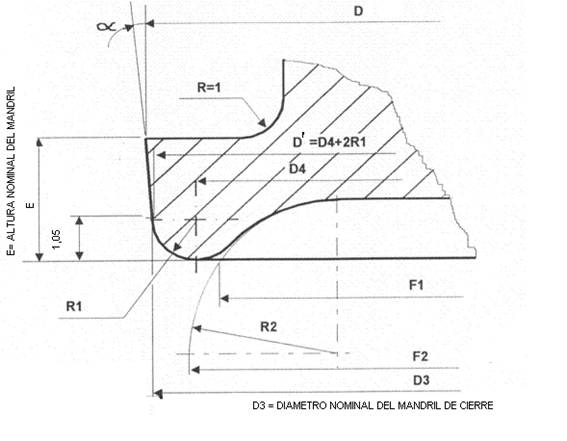
الشكل رقم 3
D1 (القطر “بدون تمرير”) = D3 (القطر الاسمي للخرطوشة) + 0.03 مم.
D2 (قطر “التمرير”) = D3 (القطر الاسمي للخرطوشة) – 0.12 مم.
+0.02
التسامح بين الأقطار D1 و D2 هو -0
باقي قياسات لوحي المقياس هي نفس قياسات المغزل. يمكن استعادة حتى ظرف بالية لإعداد “يمر” الطبق.
طريقة :
– العيار “لا يمر”: تحقق لمعرفة ما إذا كان الغطاء كبير جدًا. على سطح مستو وأفقي ، قم بتقديم المقياس المائل في منطقة 90 درجة من التجاويف على صينية الغطاء. مقعد ، بضغط خفيف ، هو نفسه تمامًا على الدرج ، والتحقق بعد ذلك – عند التجويف – من أن نصف قطر المقياس مدعوم بشكل صحيح على درج الغطاء. ارفعه في وضع رأسي ، إذا سقط الغطاء فهو كبير جدًا.
– العيار “يمر”: حدد ما إذا كان الغطاء صغيرًا جدًا. ضع المقياس بنفس طريقة الحالة السابقة. ارفعها في وضع رأسي ، إذا كان الغطاء يسقط مقبولًا ، إذا تم رفعه باستخدام المقياس فهو صغير جدًا.
القطر الخارجي “ب”
غرض: منع المشاكل المحتملة في تغذية الأموال. إذا كان القطر الخارجي خارج القياسات ، فقد يؤدي ذلك إلى حدوث تشويش في وحدة التغذية والأدلة والنجوم وما إلى ذلك.
أداة القياس : مقياس “Go / no go” للقطر الخارجي السفلي. انظر الشكل 4:
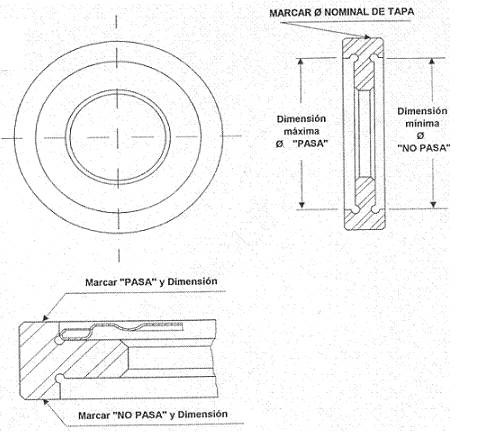
الشكل رقم 4
يحتوي على غلافين بأقطار أكبر قليلاً وخوف من الموجود على الجزء الخارجي من الغطاء. الصيغ لتحديد قيمتها هي:
+0.02
أقصى قطر “ممر” = القطر الخارجي للغطاء “ب” + 0.21 / التسامح -0
+0
الحد الأدنى للقطر “لا يمر” = القطر الخارجي للغطاء “ب” -0.21 / التسامح -0.02
طريقة: عرض الأموال المستثمرة على كل من الوجهين “يمر” ، “لا يمر” من العيار. يجب ألا تدخل الأموال إلى مكان الإقامة على جانب “ممنوع المرور” ، ولكن على جانب “المرور”.
طريقة بديلة : القياس المباشر بواسطة الفرجار.
الحد الأدنى لعرض القناة “C”
غرض : تأكد ، أثناء عملية الإغلاق ، من أن شفة الجسم داخل جناح الغطاء جيدًا ، دون التداخل مع التفاف الغطاء
أداة القياس: مقياس عرض القناة الأدنى وفقًا للشكل 5
الشكل رقم 5
طريقة:
– أدخل المقياس عموديًا بين الثنية وجدار صينية الغطاء ، كما هو مبين في الشكل رقم 5.
– يجب أن يكون عرض القناة كبيرًا بما يكفي للسماح للمقياس بالتحرك بحرية حول محيط الجزء السفلي بالكامل.
الطريقة البديلة: القياس المباشر بواسطة الفرجار الورني.
عمق الدرج “D”
غرض : الشيك
أ.- أن مغزل الإغلاق سوف يخترق الغطاء بشكل صحيح
ب- أن تكون سعة الحاوية كما هو متوقع
أداة القياس : الحصول على مقياس في السوق أو تجهيزه كما هو موضح في الشكل رقم 6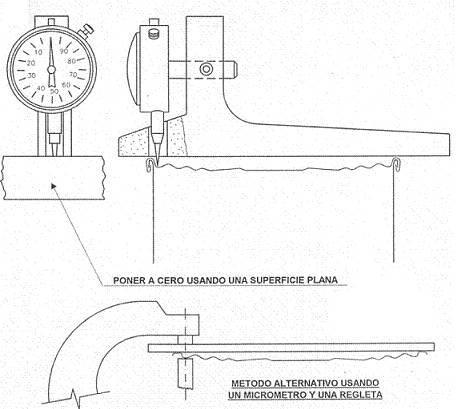
طريقة :
– اضبط مقياس الطلب على صفر على سطح مستو
– تحقق من أنه عند إزالة المقياس من السطح المستوي ، فإن المسبار لديه مسار يسمح له بالوصول إلى قيمة أكبر من عمق الدرج المراد قياسه.
– ضع القاعدة أو قاعدة الدعم الخاصة بالمقياس ، على الحافة السفلية ، محاولًا وضعها بشكل قطري مع اتصال المسبار بقاعدة منطقة الجرافة.
– حرك المقياس قليلاً ، حتى تجد نقطة القراءة القصوى على القرص. في هذه المرحلة سيكون لدينا المقياس المطلوب.
يجب أن يكون القلم ذو رأس رفيع وطويل بما يكفي. لكي يكون القاع في وضع ثابت وثابت ، يُنصح بتثبيته على جسم ذي حواف من نفس القطر.
الطريقة البديلة: القياس بالميكرومتر وبمساعدة الشريط ، كما هو مبين في الشكل 6. سيتعين على القراءة خصم سمك الشريط وسماكة القصدير.
عدد الأغطية في 2 بوصة (50.8 مم) “E”
غرض: حدد بشكل غير مباشر أن ارتفاع الضفيرة للأغطية كما هو محدد. هذا يضمن حركة سلسة للأموال من خلال الخياط والإغلاق الصحيح.
أداة القياس : مقياس التحكم لعدد الأغطية في 50.8 مم ، حسب الشكل 7.
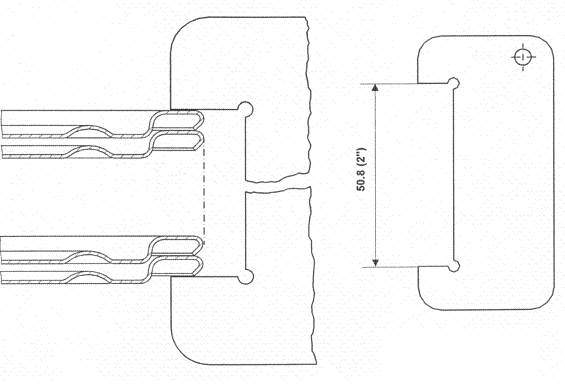
الشكل رقم 7
طريقة :
– أدخل عددًا كافيًا من الأغطية لملء فتحة المقياس بدون ضغط أو تشغيل.
– عد عدد الصناديق التي تناسبها
الطريقة البديلة: اضبط قياس 50.8 مم على الفرجار واستخدم نفسه كمقياس.
الملف الشخصي للوحة الخلفية “G”
غرض: تأكد من السلوك المناسب للقاع أثناء استخدام الحاوية.
أداة القياس : مرئي
طريقة : الملاحظة المباشرة
وزن المركب
غرض: تحقق من أن وزن المركب الموجود في الجناح السفلي كما هو محدد. يقوم المركب بمهمة مهمة لضمان إحكام الإغلاق ، وبالتالي فإن وجوده بالمبلغ المناسب أمر ضروري.
جهاز قياس : ميزان معمل بدقة المونسنيور.
حاوية مقاومة للحرارة
مصدر الحرارة
ميزان حرارة (من 0 إلى 100 درجة مئوية)
طريقة :
– المبدأ: الفرق في وزن الصندوق مع المركب وبدونه.
– عينة: أربع خلفيات مأخوذة بشكل عشوائي.
– الكاشف: 50٪ محلول 96 درجة كحول في الماء.
– تسلسل:
– قم بترقيم الصناديق ووزنها واحدة تلو الأخرى.
– اغمرهم في الكاشف لمدة دقيقتين أو ثلاث دقائق ، مع إبقاء الحمام دافئًا ، تقريبًا. 90 درجة مئوية
– افركي المركب حتى ينفصل مع محاولة عدم إتلاف الورنيش الداخلي.
– من أجل القضاء التام على المركب ، قد يكون من الضروري فرد الجناح بشكل مسطح بمساعدة الكماشة وتكرار العملية.
– قم بوزن الصناديق مرة تلو الأخرى.
– تحديد وزن المركب لكل منهما بالاختلاف
– حساب المتوسط الحسابي للقراءات الأربع
تعليقات
على الرغم من أنه في بعض الاختبارات يتم الإشارة إلى طريقة بديلة ، من خلال القياس المباشر ، فمن الأفضل استخدام الفرجار ، للمزايا التالية:
– أن يكون لديك معيار ثابت والقضاء على احتمال الخطأ في القياس.
– سهولة التنفيذ. تدريب الموظفين بسيط للغاية.
 المنطقة المحيطة بالمطاط
المنطقة المحيطة بالمطاط
 يموت من أجل الأموال
يموت من أجل الأموال
 إجراءات الختم المزدوج
إجراءات الختم المزدوج
 التحكم البعدي في حاويات من ثلاث قطع
التحكم البعدي في حاويات من ثلاث قطع
 جودة التحكم في الريزو صمام القبة الهوائية
جودة التحكم في الريزو صمام القبة الهوائية
 تقييم طرد الغطاء في حاويات الطلاء
تقييم طرد الغطاء في حاويات الطلاء
 العيوب والحلول: اللكم بالأحرف الكبيرة
العيوب والحلول: اللكم بالأحرف الكبيرة
 علكة الأموال المدورة عن طريق الحقن
علكة الأموال المدورة عن طريق الحقن
 أبعاد القبة الهوائية المنحوتة
أبعاد القبة الهوائية المنحوتة



0 Comments