
أدوات الخواتم – حاويات الدهان
ملخص
تفاصيل تصميم القوالب اللازمة لتصنيع الحلقة – أو الحلقة – لإغلاق الاحتكاك مزدوج الجدران ، لتلك المستخدمة عادةً في الحاويات لاحتواء الطلاء.
ديباجة
يتمثل أحد الجوانب المحددة في صناعة الحاويات المعدنية في تصنيع الحاويات ذات الفتحات القابلة لإعادة الاستخدام والمحكمة. ومن الأمثلة الملموسة على ذلك الحاويات التي تحتوي على الدهانات والورنيشات للمنزل.
هناك أنواع مختلفة من إغلاق الضغط في السوق والتي تلبي متطلبات إعادة الاستخدام والمحكم ، مثل تلك التي تسمى الاحتكاك البسيط ، الاحتكاك المزدوج أو الثلاثي. لقد قمنا بالفعل بتغطية هذه المشكلة في المقالة:
نوصي بقراءته كمقدمة لما نقدمه لك الآن. مع هذا العمل الجديد حول هذا الموضوع ، سنركز حصريًا على تصميم الأدوات الدقيقة ، لتصنيع جزء من هذه الإغلاق مثل الحلقات – أو تسمى أيضًا الحلقات – المستخدمة فيها.
من بين الحلقات المحتملة ، اخترنا تلك من النوع المزدوج الاحتكاك لأنها الأكثر تمثيلًا واستخدامًا. سنعرض لهم شكلها وتصميمها ذي الأبعاد المستحسن وتكوين الأدوات اللازمة للتصنيع.
أدوات
يتطلب الحصول على هذه الحلقات استخدام عملية في عمليتين:
– أول قطعة يتم فيها قطع المعدن وعمل رسم تقريبي لجدران إغلاق الضغط.
– عملية ثانية حيث يتم تشكيل المنطقة الخارجية للحافة والجرافة والجناح ومراجعة الجدران وإنهاء فوهة.
هاتان العمليتان ، على الرغم من إمكانية إجراء مكبس بنوع النقل ، من الطبيعي أن يتم تنفيذهما على مكابس معقوفة تقليدية ، مرتبطة ببعضها البعض بواسطة نظام رفع وسقوط الجاذبية ، والذي ينقل القطع من العملية الأولى إلى العملية الثانية.
يتم تغذية الضغطة الأولى من شرائط من المواد المقطوعة حسب الحجم ، ومكدسة في وحدة تغذية ، بينما يجب أن تحتوي المكبس الثاني على وحدة تغذية أجزاء مدمجة. هذا الأخير عادة ما يكون ذراع إدخال يعمل بالهواء المضغوط.
العملية الأولى
الرسم الذي تم الحصول عليه في العملية الأولى له شكل “U” مقلوب تقريبيًا بحوافه الطويلة. في الرسم رقم 1 ، يمكنك رؤية ملف التعريف الخاص به ، بالإضافة إلى قطع القالب المختلفة التي تعطيه شكله.
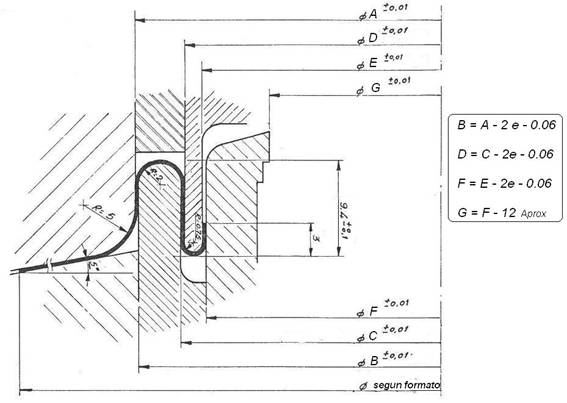
الشكل ن º 1: قسم من العملية الأولى لحلقة تحديد الاتجاه
قطر القطع للقرص ، الضروري لتشكيل مثل هذه الحلقة ، أكبر بحوالي 11.5 مم من ذلك المناسب للقاع المستخدم في الحاوية. أي أن هناك فرقًا يبلغ حوالي 11.5 مم بين قطع حلقة من النوع “احتكاك مزدوج” وقاع مسطح من نفس التنسيق. هذه البيانات هي مرجع صالح لأحجام الحاويات المتوسطة ، بين و 1 لتر. بالنسبة للأشكال الأصغر أو الأكبر ، يتغير هذا الاحترام بشكل متناسب. تؤثر أبعاد الجناح ونوع الإغلاق المختار أيضًا. البيانات المشار إليها تتوافق مع إغلاق من النوع الأول أو الثاني.
عند فوهة حرف “U” ، المنطقة التي يتم فيها تثبيت غطاء الإغلاق ، يتم إعطاء عرض 6 مم للحاويات بالحجم المذكور أعلاه – ½ إلى 1 لتر من الحجم – أي الفرق بين الأبعاد ب و C في الرسم 12 مم.
المساحة المحجوزة على اللوحة الحلقية ، لتشكيل كوب مبيت مغزل الإغلاق ، تساوي تقريبًا فوهة الاحتكاك “U”. لذلك ، فإن الصيغة التقريبية لتحديد القطر أ (انظر الرسم 1) هي كما يلي:
القطر أ = تنسيق القطر (س) – 11 مم.
بمجرد تحديد قيمة A ، بالنسبة إلى بقية الأقطار التي تحدد الحلقة ، يمكن تطبيق الصيغ التي تظهر في الرسم 1.
من الضروري القضاء على القرص المركزي لعمل فم الحلقة. يتم تحديد قطع هذا القرص بقطر G
فيما يتعلق بالارتفاعات ، في هذا الرسم ، يُشار دائمًا إلى بعض البيانات المرجعية إلى حاويات بسعة بين و 1 لتر ، كما ذكرنا سابقًا. يتم تحديد نصف قطر انحناء المعدن بقيم أقطار الاحتكاك المختلفة ، انظر الشكل رقم 1 ، باستثناء القطر الخارجي الذي تبلغ قيمته المناسبة 5 مم.
مع تحديد تصميم العملية الأولى للحلقة ، يمكننا التركيز على مشروع أداة الضغط اللازمة لتشكيلها. يقدم الشكل 2 مثالاً لموت للقضية.
تقوم هذه الأداة بتنفيذ الإجراءات المتسلسلة التالية:
– يقطع القرص المعدني من شريط التغذية
– يقطع القرص المركزي لتشكيل فم الحافة ويزيلها
– يحشو الجدران الاحتكاكية للحلقة المذكورة
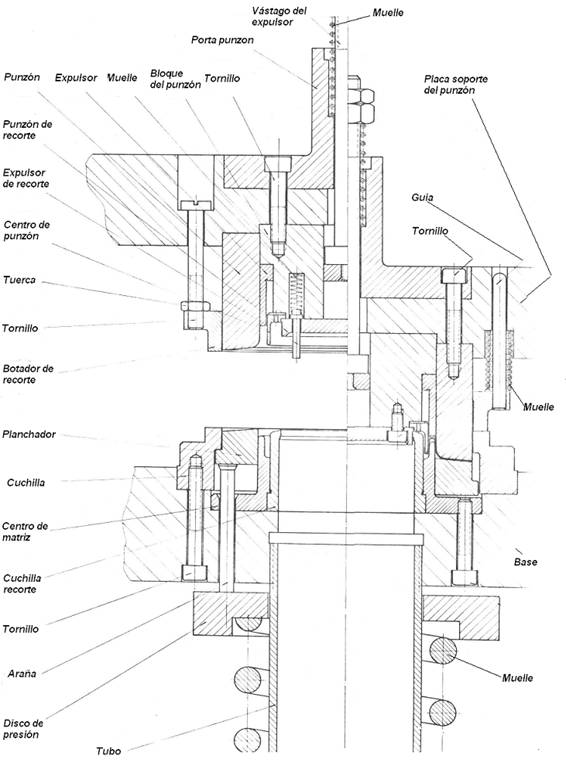
الشكل رقم 2: قالب للعملية الأولى لحلقات الاحتكاك المزدوج
لذلك في القالب يتم إنتاج قطعتين دائريتين ومتحدة المركز. يجب محاذاة زوجي الشفرة والمثقاب تمامًا. يتم التخلص من القواطع المركزية من خلال أنبوب سفلي موجود في وسط نظام الضغط.
يتم دفع الفتحة المذكورة إلى الأنبوب بفعل القاذفات المحملة بالزنبركات ، انظر الشكل 2.
بخلاف ذلك ، فهو مشابه تمامًا للقالب السفلي ، مع خصوصية وجود زوج من مراكز الثقب والقوالب ، المصممة لتوليد جدار الاحتكاك المزدوج.
عند تحديد حجم أجزاء الأداة ، يجب أن يؤخذ في الاعتبار أن هناك دائمًا تشوهًا طفيفًا بسبب مرونة الحلقة ، فيما يتعلق بقياسات الأداة. يحدث هذا بشكل خاص في أقطار جدران الاحتكاك. نظرًا لأن الضبط بين الحلقة والغطاء يجب أن يكون دقيقًا للغاية للحفاظ على ختم فعال ، يجب أن يؤخذ هذا الاسترداد للمادة في الاعتبار ، بحيث لا تتطابق قياسات الأداة مع القياسات المرغوبة للحصول على القطعة. في العمل الذي تمت الإشارة إليه في البداية:
يتم تضمين جدول حيث تتم مقارنة قياسات القطعة التي سيتم الحصول عليها مع تلك المقابلة على الأدوات.
العملية الثانية
يتم نقل القطعة التي تم الحصول عليها في العملية الأولى إلى المكبس الثاني بالوسائل المناسبة ، مثل الرفع المغناطيسي وسقوط الجاذبية. عند خروج الضغطة الأولى ، يجب قلب الجزء ، بحيث يدخل الثاني بحيث يكون فم الاحتكاك “U” متجهًا لأعلى.
كما قلنا من قبل ، يجب أن تكون هذه المطبعة الثانية مجهزة بوحدة تغذية للأجزاء. سيقدمهم واحدًا تلو الآخر على الأداة المثبتة على المطبعة المذكورة أعلاه. وليس المقصود من هذا العمل الخوض في تفاصيل هذه الآليات. سنقوم بتطويرها في مكان آخر.
تنتهي العملية الثانية من الحلقة ، وتحول الرسم الذي تم إجراؤه في المرحلة الأولى. يوضح الشكل 3 الحلقة الناتجة عن هذه العملية الثانية. واجباتها على النحو التالي:
– قم بتشكيل الجناح والدرج اللازمين لإغلاق الحلقة على الحاوية. سيكون الجناح في هذه الحالة هو نفسه القاع الطبيعي للقطر نفسه ، المستخدم في الطرف الآخر من القارب. يجب أن يكون لقاعدة الدرج ميل في الارتفاع ، انظر الشكل رقم 3 ، وبالتالي تجنب غرقها بجهد إدخال الغطاء في الحلقة.
– إعادة ضبط جدران حرف “U” لإعادة تأكيد قياساتها الملائمة.
– ثني حافة فم الحلقة للتخلص من الحواف الحادة التي من شأنها أن تنتج قصات شعر من الفرشاة وما هو أسوأ من ذلك ، سهولة ملامسة الفولاذ من الحافة مع الدهان ، والتي يمكن في أنواع معينة منها الوجود العام للأكسيد.
في الرسم رقم 3 ، تم تحديد الأقطار المختلفة باستخدام نفس الأحرف الموجودة في الرسم رقم 1 ، على الرغم من ظهور بعض الأقطار الجديدة مثل:
– X: قيمة قطر الكوفيت وتعديل مغزل الإغلاق المسمى “بالشكل”. يشار إلى العلاقة بين قيمة البداية وقطر الجدار أ.
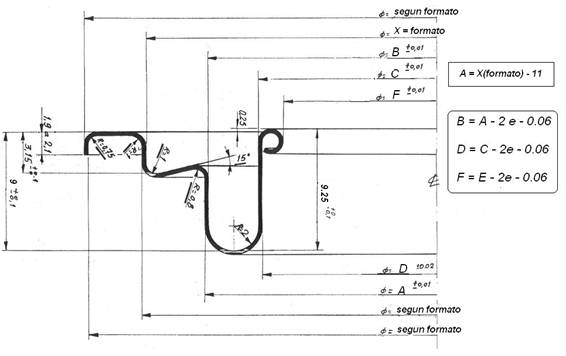
الشكل ن º 3: قسم من العملية الثانية لحلقة تحديد الاتجاه
تظهر على الرسم الصيغ الخاصة بتحديد كل قطر. يشار أيضًا إلى الارتفاعات المناسبة لهذا المثال ، والتي تتعلق بتلك المطبقة على العملية الأولى.
بمجرد تحديد ملف تعريف الحلقة ، سنشرع في تصميم الأداة المقابلة لها. عليه أن يقوم بالمهام المذكورة أعلاه.
ينعكس شكله في الشكل 4. إنه قالب تشكيل ، بدون أي وظيفة قطع. هذا يبسط بنائه إلى حد ما. تصل العملية الأولى للحلقة إلى موضعها في الجزء السفلي من القالب من خلال فجوة ، أو قناة وصول ، مصنوعة في “جهاز التمركز” ، والذي يكون عرضه الجانبي أكبر قليلاً من القطر الخارجي للعملية الأولى. سيتم مسح قاعدة هذه الفتحة بمستوى الوصول من وحدة التغذية للعملية الأولى المذكورة. “جهاز التمركز” هذا هو القطعة الأكثر تميزًا من أسفل الأداة ولها وظيفتان:
– تسهيل وصول القطعة
– قم بمحاذاة في “المركز”
تم تجهيز نظام الضغط المنخفض بعنكبوت مزدوج ، لتسهيل خروج المصفوفة من الحلقة النهائية. ترتفع مع الجزء العلوي من القالب ويتم إخراجها من خلال “القاذف” عندما تصل إلى نهاية ضربة الضغط.
دراسة الرسم nº 4 سوف تصور العملية الكاملة للأداة. يتم تمثيل هذا على الجانب الأيسر في الوضع المغلق (أسفل المركز الميت للسكتة الدماغية) ويفتح على الجانب الأيمن (أعلى الوسط الميت).
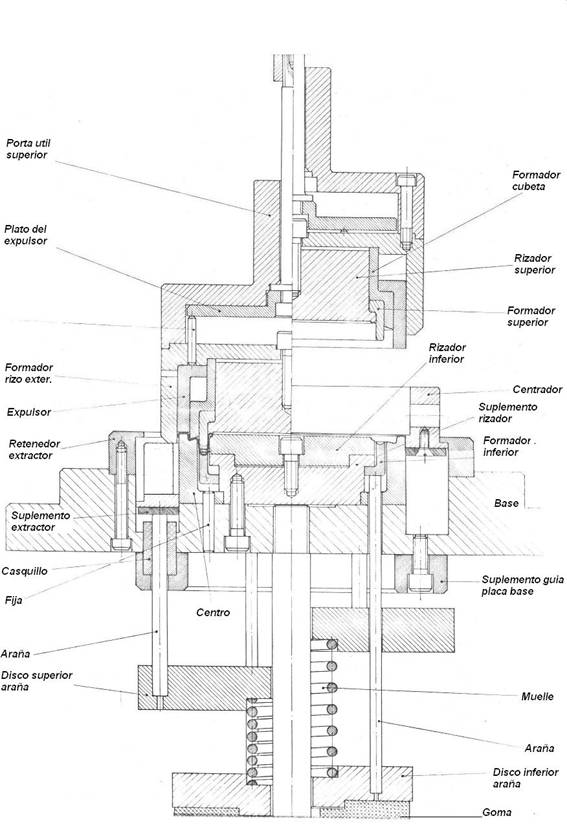
الشكل رقم 4: قالب للعملية الثانية لحلقات الاحتكاك المزدوج
ستعمل كلتا العمليتين الأولى والثانية بشكل أفضل إذا تم توجيههما بواسطة الأعمدة. في الحالة الأولى بسبب قصها المزدوج ، يكون الأمر ضروريًا تقريبًا.
فلز
يجب أن تكون الصفيحة المقصدرة أو TFS المستخدمة في تصنيع الحلقات ذات درجة حرارة منخفضة ومقياس سميك ، من أجل القضاء على مخاطر التشققات والكسور والتشوهات المبالغ فيها بسبب الضغوط الداخلية لهذه المادة. بالنسبة لحلقات الحاويات التي تحتوي على ½ إلى 1 لتر من المنتج ، فإن القيم المناسبة ستكون: درجة الحرارة T2 ، قياس من 0.26 إلى 0.29 ملم. سيعتمد طلاءه على عدوانية المنتج الذي سيتم احتواؤه.












0 تعليق