
РЕЗЮМЕ
Важно иметь хороший документ об основном материале в металлообрабатывающей промышленности, жести, TFS, алюминии… Он полезен для многих задач. Ниже описывается, как его подготовить, включив в него различные данные из нескольких приложений.
СПЕЦИФИКАЦИИ МАТЕРИАЛОВ
В металлообрабатывающей промышленности удобно иметь документ, в котором отражаются все данные, относящиеся к металлу, который будет использоваться при изготовлении каждого изделия. Этот документ называется «Спецификация жести», в случае, если материал является жестью, хотя это может быть и TFS, алюминиевая или черная пластина.
Этот документ имеет множество приложений, таких как, среди прочего:
— технический отдел
— Базовый документ, определяющий порядок заказа сырья отделом закупок.
— Расчет стоимости.
— Базовый документ в процессе продольной резки рулона.
— Подготовка фотолитов соответствующей студией.
— Подготовка печатных форм и лакировочных валиков в литографии.
— Продукция: Основной документ по регулировке оборудования: Свитки, прессы, ножницы…
— Контроль качества, для проверки записей и сокращений.
— И т.д.
СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КРЫШЕК
В этой статье мы сосредоточимся на том, как подготовить спецификацию металла для колпачков. Будь то в легко открывающейся или классической версии с плоской крышкой, документ в обоих случаях похож. Мы увидим, какие данные наиболее удобно включать в него и как вычислить каждую из них.
Чтобы лучше следовать процедуре, мы возьмем практический пример, в нашем случае это будет стандартный диаметр днища консервной банки 73 мм, который является одним из самых используемых в металлообрабатывающей промышленности.
Первое, что нужно знать — это разрез, т.е. диаметр высекаемого диска для формирования дна. Для этого дна 88,7 мм. С его помощью мы сможем рассчитать размеры — ширину и длину — прокрученного листа из рулона. Мы не будем вдаваться в этот расчет, так как он хорошо детализирован в работе, уже опубликованной в этой Сети. Видишь?
Расчет профиля зигзагообразного разреза (вырезание прокрутки)
После того, как известны размеры листа, можно приступать к составлению технического задания, чертежу листа и детализации всех размеров, определяющих его геометрическую композицию. См. рисунок № 1. Как видите, этот лист состоит из двух частей. Первый верхний, с серией окошков, в которых будут отражены вычисляемые нами данные, и нижний, в котором будет представлен чертеж листа со всеми его данными.
Первые четыре поля являются чисто информативными и уточняют:
— Коммерческое обозначение фонда
— Нет. пресса, который будет его производить, если это применимо.
— Дата выпуска настоящего документа
— Основные конструктивные характеристики фона.
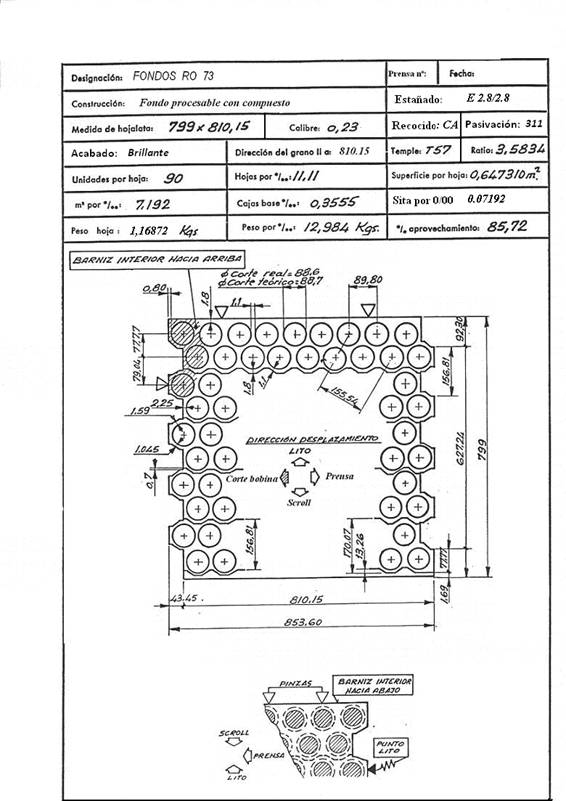
Рисунок № 1: Спецификация жести нижней 73
Затем мы входим в определение используемого листового материала. Для определения размеров ширины и длины одного и того же листа необходимо учитывать ряд факторов, которым должен соответствовать размер листа, основными из которых являются:
— Жестяная жесть прейскурант покупки, чтобы не нести дополнительных расходов на размеры. Необходимо удостовериться, что они адаптированы к минимальной ставке за меру.
— Максимальная и минимальная размерная производительность линии продольной резки рулонов. Они должны быть в пределах этой способности
— Между максимальными и минимальными размерами, допускаемыми линиями лакирования и печати.
— Размерные возможности второго прокрутка, т.е. для резки полос, и пресс-журнала. Полосы листа, полученные в результате, должны быть в пределах вашего радиуса действия.
Из анализа всего этого и соответствующего расчета, следующего за вышеуказанной работой, можно без проблем использовать действительные размеры листа в процессе работы. Чистая длина полотна совпадает с шагом подачи на линии резки, это необходимые данные для расчета расхода материала, общая длина включает в себя высоту «охрупчивания» (43,45 мм в нашем примере) и должна быть учтена с учетом ограничений по размерам оборудования.
Как только ширина рулона известна, автоматически определяется направление прокатки базовой стали, т.е. направление зерна.
В зависимости от размеров дна, его механической прочности и использования, нам будут предоставлены другие данные, например:
— Оловянное покрытие
— Толщина
— Отжиг
— Пассивация
— Шлифовка поверхности
— Храм
Мы не останавливаемся на достигнутом, потому что эти параметры хорошо известны, и при необходимости вы можете ознакомиться с работами этой паутины:
Все эти значения должны быть записаны в соответствующих графах спецификации фонда 73.
Теперь мы входим в определение ряда интересных данных, действительных для последующих вычислений на других этапах процесса.
— Единицы на лист: Указывает количество средств, полученных на лист, 90 средств в нашем примере.
— Листы в %0: Показывает количество листов, необходимых для изготовления тысячи фонов. Получается путем деления 1000 на количество единиц на лист. (1000/90 = 11.11)
Обе данные интересны для подсчета количества листов, необходимых для покрытия заданного порядка средств.
— Площадь на лист: Дает нам в м2 площади листа. Он получается произведением длины сетки (шаг линии резки) на ширину рулона, выраженную в метрах. (0,799 x 0,81015 = 0,647310 м2).
— Соотношение: Указывает соотношение размеров между площадью поверхности листа и площадью поверхности листа, взятой за единицу на рынке жести, которая представляет собой лист размерами 20″ x 14″ (508 x 355,5 мм = 180594 мм2 = 0,180594 м2).
Соотношение = 0.647310/0.180594 = 3 .5843.
— м2 %0: Площадь жести, необходимая для изготовления 1000 дна. Это произведение площади на лист на %0. (0,647310 x 11,11 = 7,192 м2)
— Базовый регистр %0: Перед определением этих данных мы определим, что такое «базовый регистр». Это единица измерения, широко используемая на рынке жести. Это кратность листа устройства (20″ x 14″). Существует два типа «базовой коробки»:
Американский базовый кейс: Средняя единица измерения жесть на каждую поверхность. Она равна поверхности 112 листов размером 20X14 дюймов, или то же самое, 31,360 квадратных дюймов и эквивалентно 20,23 квадратных метров. В основном используется на американском рынке. 1 базовая коробка= 1.1201 европейский базовый сценарий = 0,2023
-Европейский базовый случай: Единица средней величины жесть на каждую поверхность. Она равна поверхности 100 листов размером 20X14 дюймов или 28 000 квадратных дюймов и эквивалентна 18,06 квадратных метров. Желательно использовать его на европейском рынке. 1 европейский базовый сценарий = 0,8928 базовый сценарий = 0.1806
Поэтому цифра«базовая коробка %0» отражает базовые коробки жести, необходимые для производства 1000 днищ. Она определяется делением площади m2 на %0 от площади базового бокса. В зависимости от того, используется ли американская или европейская версия:
Американский базовый сценарий %0: 7.192/ 20.23 = 0.3555
Европейский базовый сценарий %0: 7.192/18.06 =0.3982
— Сита для %0: Это еще один способ выражения тех же данных, что и выше. SITA является еще одной единицей измерения для области жести и определяется:
— SITA: Единица измерения жести на поверхность, равная 100 кв.м. (System Internacioinal Timplate Area). Эквивалентно 4 943 базовым случа ям или 5 537 европейским базовым случаям.
Поэтому «sita per %0» — это количество sita, необходимое для производства 1000 фондов, и рассчитывается путем деления поверхности m2 %0 на поверхность sita. (7.192/ 100 = 0.07192 сита)
Все эти данные, полученные: площадь на лист, коэффициент, м2 на %0, базовый ящик на %0, и сайт на %0, имеют несколько утилит, в том числе:
— Расчет стоимости заказа жести на металлургический комбинат, ставки в зависимости от страны происхождения товара, вы можете использовать любую из этих единиц.
— Расчет стоимости заказа на литографию или листовое лакирование. Когда для выполнения этой работы используются сторонние организации, их тарифы также используют эти устройства.
— Расчеты внутреннего потребления.
— Вес на лист: определяется из объема листа плотностью стали. Экспресс в Кг. был бы:
Вес на лист = (64.731 x 0.23/100) x 7.85 = 1.16872 кг
— Вес %0: Это вес жести, необходимый для изготовления 1000 днищ. Равно весу одного листа, умноженному на количество листьев, %0.
Вес в %0 = 1.16872 x 11.11 = 12.9844 кг
Эти две последние данные полезны:
— Расчет стоимости транспорта.
— С определенными поставщиками, для расчета цены материала.
— Процент металла, используемого в производстве фоновых покрытий.
% использования = площадь отрезного круга x № отрезного круга x 100 / площадь на лист.
% использование = 44,3 x 44,3 x 3,1416 x 90 x 100 / 647310 = 85,72 %.
Эта информация необходима для расчета нормативной стоимости фонда.
После того, как все эти значения будут определены, они будут отражены в соответствующих графах, и мы закончим лист спецификации листа фона.
Другие данные могут быть добавлены в соответствии с конкретными потребностями каждого из них, например: смазка жести, внутренний код этого материала и т.д.
 цитата из жести
поставщик жести
полный завод по производству жести
Крышки золотой жести
цитата из жести
поставщик жести
полный завод по производству жести
Крышки золотой жести
 ИДЕНТИФИКАЦИОННЫЕ ДАННЫЕ ЖЕСТИ
ИДЕНТИФИКАЦИОННЫЕ ДАННЫЕ ЖЕСТИ
 ОТДЕЛКА ПОВЕРХНОСТИ ЖЕСТИ
ОТДЕЛКА ПОВЕРХНОСТИ ЖЕСТИ
 ФАКТОРЫ ВЛИЯНИЯ НА ОКРАСКУ ЖЕСТИ
ФАКТОРЫ ВЛИЯНИЯ НА ОКРАСКУ ЖЕСТИ
 СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
СПЕЦИФИКАЦИЯ ЖЕСТИ ДЛЯ КУЗОВОВОВ КОНТЕЙНЕРОВ «3 ШТ.»
 ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
ВЫРЕЗЫ В ДНИЩАХ КРЫШЕК ДЛЯ ВАКУУМНОГО УПЛОТНЕНИЯ
 ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ
ПРОФИЛИ КРЫШЕК ДЛЯ КРУГЛЫХ КОНТЕЙНЕРОВ



0 Комментариев