1. 導入:金属包装における腐食の性質
腐食は、外部作用物質の作用による金属の緩やかな破壊と技術的に定義され、化学的または物理化学的な攻撃をもたらします。金属は通常安定した元素ですが、外部作用物質の介入によりこの平衡が崩れます。金属包装、特にブリキの場合、この現象は製品の完全性と食品の安全にとって非常に重要です。
すべての金属は大気と接触しており、大気は79%の窒素と21%の酸素で構成されています。窒素は不活性ガスであるため、金属に対する大気の攻撃的な作用はほぼ排他的に酸素に集中します。ただし、腐食プロセスが開始され進行するためには、酸素は協力者を必要とします。
- 熱:大気中の酸素とともに表面酸化を引き起こします。
- 湿気:酸素と組み合わさって、本格的な腐食を引き起こします。
2. 電気化学的基礎とガルバニック対
包装容器の腐食を理解するには、金属の電気化学的挙動を理解することが不可欠です。金属は、その電位に基づいて分類されます。
- アノード:電子を放出しやすく、酸化しやすい負の電位を持つ金属。
- カソード:正の電位を持つ金属(貴金属など)で、正のイオンを引き付け、腐食に強い。
異なる2つの金属が電解質の存在下で接続または接触すると、ガルバニック対が形成されます。この状況では、電位の低い金属(最もアノード性の高い金属)が酸化されます。
2.1. ブリキの特定事例(鉄とスズ)
ブリキは、露出が内部(酸素なし)か外部(酸素あり)かによって、魅力的な二重の挙動を示します。
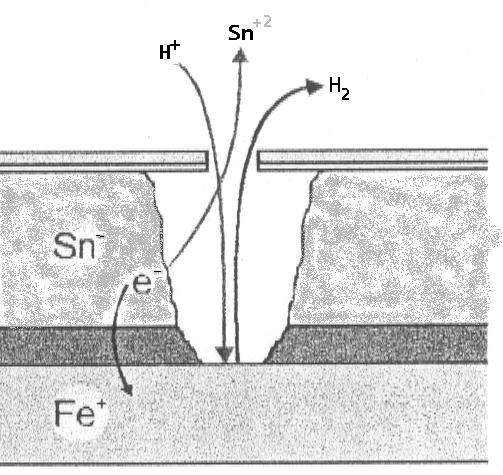
A) 包装容器の内部(酸素の不在):スズ(Sn)は鉄(Fe)に対してアノードとして機能します。
- 反応:Sn⁰ ⇔ Sn⁺² + 2e⁻ (E₀ = -0,13 V)。
- 鉄:Fe⁰ ⇔ Fe⁺² + 2e⁻ (E₀ = -0,44 V)。
- スズが酸化し、鉄を保護します。この現象は脱スズを意味しますが、ベース鋼の構造的完全性を維持します。
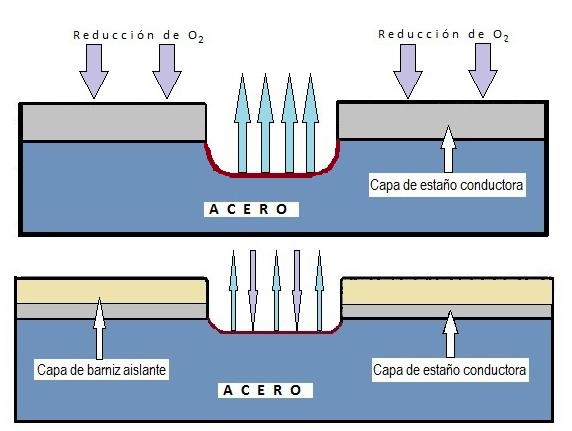
B) 包装容器の外部(酸素の存在):極性の反転が発生します。鉄はアノードとして振る舞い、カソードとして機能するスズに対して酸化されます。
- 鉄は、この環境ではより電気陰性であるため、腐食を受けます。
- これにより、鉄の酸化物と水酸化物(いわゆる「錆」)が形成され、その色は水和の程度に応じて黄色からオレンジ色に変化します。
鉄の酸化の化学反応は次のとおりです。Fe → Fe²⁺ + 2e⁻(金属から第一鉄イオンへ)Fe²⁺ → Fe³⁺ + e⁻(第一鉄イオンから第二鉄イオンへ)
周囲の湿気の存在下では、最終生成物はオレンジがかった赤色の水和酸化第二鉄です:2 Fe₂O₃ + 6H₂O → 4 Fe(OH)₃
3. 腐食の種類の分類
腐食は、それを開始する外部作用物質に応じて、3つの主要なカテゴリに分類できます。
3.1. 電気化学的腐食 湿った大気にさらされたり、水に浸された金属で最も一般的です。これは、前述のガルバニック系列によって支配されます。古典的な例は、亜鉛またはスズに対する鉄の挙動です。
- 亜鉛(Zn= -0,763 V)に対して、鉄(Fe= -0,440 V)は、亜鉛がよりアノード性であるため保護されています。
- スズ(Sn= -0,135 V)に対して、鉄は攻撃されます。
塩化ナトリウム(NaCl)などの塩の存在は、次の反応に従ってこのプロセスを加速します:2 ClNa + 2 H₂O ↔ 2 HCl + 2 NaOH 塩は反応しますが破壊されず、金属と湿気がある限り腐食プロセスを継続するのに役立ちます。
3.2. 化学的腐食 酸およびアルカリの直接攻撃によって生成されます。
- 酸:鉄は非酸化性酸によって攻撃されます。硫黄の存在は特に危険であり、硫化鉄を形成し、触媒として作用するため、包装容器での硫黄化合物の使用は危険です。
- アルカリ:アルミニウムやスズなどの金属を攻撃します。スズは可溶性のナトリウムスタンナイトを形成し、コーティングが完全に破壊されるまで保護層を溶解します。
3.3. 微生物腐食 これは、あまり知られていないものの、非常に破壊的な形態の1つです。次の作用によって発生します。
- 嫌気性細菌:腐食性代謝物を生成します。
- 好気性細菌:腐食性の無機酸を生成します。
- 真菌:代謝性有機酸を生成します。
これらの微生物の代謝は、ガス(CO₂、H₂、N₂)およびアンモニア、過酸化水素、硫化物などの物質を生成し、包装容器にとって非常に攻撃的な微小環境を作り出します。
4. 伝播と形態:局所腐食
均一腐食(表面全体に影響を与える)は存在しますが、コーティングされた包装容器ではまれです。ブリキで最も一般的な形態は局所腐食であり、特定の領域を攻撃し、他の領域は無傷のままにします。これは通常、コーティング(ワニスまたはスズ)の欠陥または多孔性によるものです。
特に重要な局所腐食には、いくつかの種類があります。
4.1. 粒界腐食 金属の結晶構造における粒子の結合に影響を与え、機械的強度を弱め、不規則な破損を引き起こします。包装容器では最も一般的ではありません。
4.2. 隙間腐食 腐食性溶液(塩または酸)の少量が停滞する隙間または隠れた領域で発生します。これは、包装容器の閉鎖部またはイージーオープンリングの下で典型的です。
4.3. 糸状腐食 これは、非導電性コーティング(ワニス)の下で発生する表面的な変化です。ワニスの下を蛇行する細いフィラメント(幅0.05〜3 mm)を形成することを特徴としています。
- メカニズム:差分通気によって機能します。フィラメントの「頭」はアノード領域(腐食が始まり、酸性化がある場所)であり、「尾」はより通気された領域です。
- 要因:60%を超える相対湿度と、開始剤としての塩(塩化物)の存在が必要です。
- 予防:ワニスの品質または量はその形成を防ぎません。重要なのは、湿度を低く保ち、塩分残留物を避けることです。

4.4. 孔食 これは、最も一般的で危険な局所腐食の形態です。不完全性または通気不良の領域(堆積物の下)で発生します。その危険性は、金属を深くまで貫通し、外側から肉眼ではほとんど見えない場合があることです。ピットは、さまざまな形態(狭くて深い、楕円形、ギャラリーなど)をとることができます。
4.5. 応力腐食割れ(SCC) 3つの同時要因の組み合わせによる金属の脆性破壊を意味します。
- 引張応力(応力)。
- 特定の腐食性媒体。
- 感受性の高い金属。
プロセスには、初期亀裂の形成とその材料の破壊までの伝播という2つの段階があります。これは、深絞り領域またはイージーオープン蓋のリベットでよく見られます。
4.6. 水素損傷 食品中のタンパク質(チオプロテイン)の分解に由来する硫黄イオンによってしばしば加速される、金属中の水素の拡散によって引き起こされます。基本的な反応:2 H⁺ + 2 e⁻ → H₂↑
5. 製造および包装プロセスの要因
外部腐食は、単なる材料の問題ではなく、プロセスの問題です。複数の段階が包装容器の感受性に影響を与えます。
5.1. 機械的損傷と充填
- 供給ライン:摩擦や衝撃は外部ワニスを損傷し、ベース鋼を露出させます。
- 閉鎖:シーマーの調整が重要です。潤滑不良のルーラーまたは調整されていないマンドレルは、閉鎖領域のコーティングを損傷する可能性があります。
- 充填:包装容器に残った製品は、滅菌水を汚染し、その攻撃性を高めます。
5.2. 滅菌と冷却 オートクレーブでの熱処理中:
- 熱い摩擦を避けるために、層間にセパレーターを使用することをお勧めします。
- 背圧に使用される空気は、腐食性の酸素を供給します。
- 蒸気を直接導入すると、ボイラーからアルカリ凝縮物が引き込まれ、ワニスを攻撃する可能性があります。
- 乾燥:包装容器の最終温度が「自己乾燥」を可能にすることが不可欠です。蓋のトレイまたはリングの下に残った湿気は、ガルバニック電池の温床です。
6. 水質:決定的な要因
プロセス水(滅菌と冷却)は、腐食性またはスケール形成性である可能性があります。制御する重要なパラメーター:
- pH:酸性または非常にアルカリ性の媒体は、金属とワニスを攻撃します。理想的な範囲:6.5〜8.5。
- 導電率:高い値(< 2000 µS/cmを推奨)は、ガルバニック電池での電流の流れを促進します。
- 塩化物と硫酸塩:25 mg/l未満に維持する必要があります。
- 乾燥残留物(TDS):500 mg/l未満。
6.1. 水質評価指標 水の挙動を予測するために、特定の指標が使用されます。
A) ランゲリア飽和指数(LSI):炭酸カルシウムの平衡を評価します。式:LSI = pH – pHs
- 負のLSI(< -0.4)は、腐食性の水を示します。
- 正のLSI(> 0.2)は、スケール形成性の水(沈殿性)を示します。
B) リズナー安定指数(RSI):式:RSI = 2(pHs) – pH
- 値>> 7または8は、高い腐食性を示します。
- 値<< 6は、スケール形成の傾向を示します。
スケール(炭酸塩の白い斑点)は、単なる美的問題ではありません。湿気を保持する領域として機能し、その後の腐食を促進します。
6.2. 不動態化処理 水の攻撃性を軽減するために、亜鉛とリン酸をベースにしたカソード阻害剤(不動態化剤)が添加されます。これらは、鋼を保護する表面リン酸塩処理を鋼上に作成します。過剰な量は導電率を高め、逆説的に水の攻撃性を高めるため、投与量を制御することが重要です。
7. 保管と輸送:環境管理
製造および処理後、包装容器は依然として危険にさらされています。保管および輸送中の外部腐食は、通常、凝縮と吸湿性塩の存在によるものです。
7.1. 倉庫の条件
- 相対湿度(HR):糸状腐食を避けるために、低く(60%未満)維持する必要があります。
- 温度:露点と凝縮につながる急激な変化を避けてください。
- 塩分:塩分堆積物は環境から湿気を引き付け(吸湿性)、腐食を開始します。
- 包装材料:段ボールとセパレーターは不活性ではありません。攻撃的な塩が含まれていないことを確認するために分析する必要があります。連続プラスチックの使用は、内部の湿気を保持する場合は逆効果になる可能性があります。


7.2. 凝縮現象(露点) 凝縮のリスクは、温度と相対湿度の関係によって異なります。温度が急激に低下すると、過剰な蒸気が冷たい包装容器の表面で液体の水に凝縮します。
凝縮する前に許容される温度低下の重要な例(初期温度35ºCの空気の場合):
- HR 20%の場合:温度は凝縮するために28ºC(7ºCまで)下げる必要があります(低リスク)。
- HR 50%の場合:12ºC(23ºCまで)下げるだけで十分です。
- HR 75%の場合:わずか5ºC(30ºCまで)下げると凝縮が発生します(非常に高いリスク)。
これは海上輸送では非常に重要です。海上輸送では、コンテナは大きな温度変化を受けます。
7.3. UV保護 紫外線(太陽光または殺虫灯の蛍光管からの紫外線)は、ワニスとリソグラフィーを劣化させ、外部保護バリアを弱めます。
8. 保護方法と結論
腐食との闘いは予防に基づいています。基本的な戦略には以下が含まれます。
- ワニスの完全性を維持する:破損したワニスはアノード攻撃を集中させます。
- 吸湿性残留物を除去する:閉鎖後の包装容器の徹底的な洗浄。
- 完全な乾燥:隙間(閉鎖部、リング)に水を入れないようにします。
- 環境管理:露点を避けるために、乾燥した換気の良い温度管理された倉庫。
- 阻害剤の使用:プロセス水の化学処理(不動態化)。
結論として、金属包装の腐食は、化学、冶金、大気物理学を含む多因子現象であり、その制御は包装容器のライフサイクル全体の統合管理に依存します。