
SUMMARY
丸い容器をフランジングするのに適した工具の基本的な寸法をスピニング加工機で決定する方法を説明します。
イントロダクション
たとえば、まばたきについては、すでに本サイトでいくつかの記事が掲載されています。
回転するまつ毛の頭のデザインに着目し、サイズに戻ります。 容器の両端を “回転 “させてフランジ加工するのは、最も近代的な方法である。 その起源は、非常に薄くて硬い素材を扱う必要に迫られたことにある。 これは、DR(Double Reduced)ブリキの普及に伴うものである。 この開発により、バッファーフランジ方式で発生しがちだったフランジ端のクラックをなくすことができました。 . 当初からこのタイプのフラップは、操作中に容器本体が回転することから、英語で「スピン」と呼ばれ、現在ではこの技法の名称になっています。
タンポンは、以下のパーツで構成されるヘッドに交換します。
– 容器本体の内径とほぼ一致する円周上に刻まれた、小さなローラーの連なり。 そのため、その数は容器の大きさの関数となる。
– ローラーが取り付けられている円錐形の支持体。 各ローラーはボールベアリングでシャフトに取り付けられており、ヘッドに回転運動が加わると自らも回転する。 このローラーはモーター駆動のものと、容器本体の端部との摩擦によって発生するものがある。
– 外輪:フランジの外径を制限する役割を果たすが、通常はフランジが外輪に擦れることで端が曲がったり潰れたりする。
各タビングマシンが持つヘッドの数は可変で、達成すべき生産速度に依存する。 ツーリングセットには、容器の直径によって異なるボディの供給・ガイドシステム(オーガー、スターなど)が含まれます。
図1は、そのようなフランジングヘッドを示す図である。
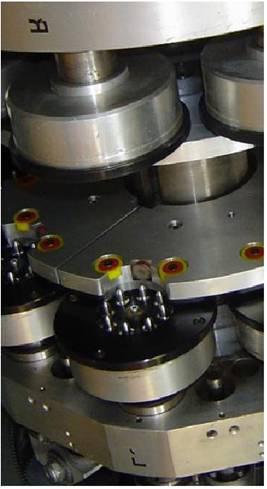
図1:スピニングフランジングヘッド
USO
その仕組みから、この技術は丸い容器にしか使えず、高速化が可能です。 どんな素材や缶サイズにも対応できるが、大口径ではこのモードを必要とせず、設備も高価なため、99mm以下の直径に限って使用が正当化される。
ノッチングマシン、サドルステッチ、シーマーなどの機械群に、中間コンベアを介さずに直接連結し、モジュール式に組み立てることが可能です。 図2参照

図2:モジュール群
計算方法
各装置メーカーは、異なる容器径に対してできるだけ多くの共通部品を持つようにフランジングヘッドを設計しています。 フランジヘッドの寸法を決める際には、以下の点を考慮する必要があります。
– 1つのメーカー内では、フランジ寸法が同じであれば、どのフォーマットでもローラーは共通です。 また、各パーツの高さはすべて同じにすることができます。
– 変化するパラメータは
o フランジサイズ bの関数としてのローラプロファイル
o 直径D1、D3は容器の直径と連動している。
o D2に関連するリムの内径
ローラーです。
ローラーには、高さ、ローラーテーパーの角度、フランジの角度などの寸法が決められている(図3参照)。 フランジ長が3mm未満の場合は,フランジを形成する半径も固定で,2mmとした。 ローラーの基本直径 Aは、メーカーにより異なりますが、通常10~18ミリです。 ローラー台の直径 Bは、 Aとフランジ幅pの関数である 。 これらの値を結ぶ式は
B = A + 2p – 0.1
つまり、本体に形成されたフランジがローラーからわずかに突き出ている状態です(図3参照)。
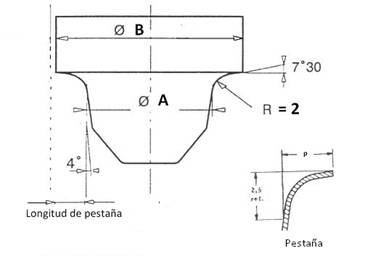
図3:ローラー寸法
各ヘッドのローラーの数は、スペースの都合上、容器の直径に依存し、通常は偶数個で、4個から10個の範囲で変化します。
ローラーヘッド。
ヘッドの主な寸法は、ヘッド内のローラーの正確な位置を決定するものである。 すなわち、図面No.4に示す直径 D1、 D3である。
D1バリューが確立されていることが基本です。
a. – 容器本体とヘッドとのフィット感。
b.- フランジ部における容器の内径。
c.- タブの始まりです。
この直径の量D1は内径と関係があり、この直径に容器の大きさによって変化する定数を加えたものとなる。 具体的には、次の式で与えられる。
D1 = d + 0.15(公称直径の容器の場合) < 73mm以下)
D1 = d + 0.25(条件を満たす容器の場合:73< d < 99)
その中で
–d= 容器本体の内径
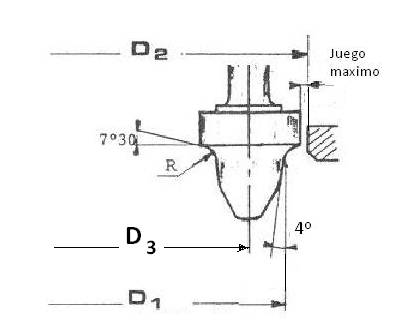
図4: スピンコーターヘッドの基本寸法
D3は、 D1にローラ1本の直径(A)の値を加算して求める。
D3 = D1 + A
外付けリング。
冒頭で述べたようにサイドシーム部分に触れることはあっても、フランジ内径に触れることはないはずだが、フランジの最大値を区切るものである。 ローラー台(B)の直径とリング(D2)の内径の間には、常にクリアランスが存在します。 図4参照。
D2の値は D1にフランジを加えたもので、これにフランジ端とリムとの隙間を決める定数を加えたものである。
D2 = D1 + 2p + 0.15
式中、pは容器フランジの長さである。
けつご
– ローラーおよびリングは、高硬度処理した工具鋼を使用すること。 また、ローラーに高耐摩耗性セラミックスや窒化物コーティングなどの材料を使用することもある。
– 表面仕上げは、研削や研磨など、非常に良いものでなければならない。
– フランジの高さとフランジの長さを均一にするため、各ヘッドのペア間の距離はすべてのヘッドで同じにする必要があります。
– フランジを作るときにボディに生じる高さの損失は、「スピン」や「タンポン」で動作する機械を使う場合にも似ている。













0 Comments