| TERM | 意味 |
| エグジット
エスケープ |
リークを参照してください。 |
| プリマリ・スクロール | コイルからシートへの「ジグザグ」カット動作。 丸 底や 深絞りのボディを 対象とした金属の場合に使用される。 出来上がったシートは、コイルの幅に対応する2つの直線状の側面と、切り口と一致する2つのジグザグ状の側面を持っています。 この作業は、コイルスリッターラインで行われます。 |
| セカンダリスクロール | 一枚の紙をジグザグに切って短冊状にし、それを 一次加工して巻物にする。. の宛先が “S “の場合に使用されます。 ストリップスというのは 丸底o きゅうしゅぼっしゅ. があります。 ストリップス出来上がった短冊は、4辺がジグザグ模様になっている。 |
| ドライイング
硬化 |
焼成をご覧ください。 |
| 再演算 (クロージング) 第2ステップ |
シール工程の最終段階で、最初の作業で 形成された フックを ローラーで 締め付け、プレス します。蓋のフランジに 付着した コンパウンドが 空きスペースを埋め、 密閉された状態を得ます。 |
| セカンドステップ (クロージング) 2回目の操作 |
2番目の操作を参照してください。 |
| セミコンセバ | 加熱殺菌工程を必要としない食品の缶詰。 製品はパッケージングされ、流通に乗せられる。 その典型が「アンチョビのオイル漬け」である。 低温保存が必要で、従来の保存食よりも賞味期限が短い。 |
| セパレーター
インターポーザー |
包装の各フロアまたはレベルの間に置かれるカートン は、フルパレットに含まれています。 そのため、一般的に使用されるパッケージの要素である。 空き箱の測定値と実質的に一致しています。木製のパレットという、システムの根幹を担う |
| SIMPLE REDUCED (HOJALATA)さん |
ブリキ クラッシック あなたの ベーススチールは、1回の冷間圧延または冷間圧延工程で得られています。 |
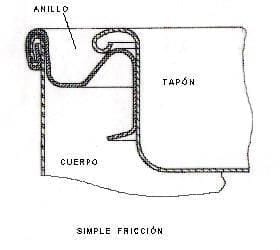
| 単純摩擦 (摩擦ロック) |
工業 製品用容器の キャップと リムとの 間の 閉塞形態 (塗料などの)調整面が1つであること。 つまり プラグ を把握する。 リングを1枚の壁で実現しました。 |
| シスアド (ヴァルニッシュ) カップリングワニス |
金属の外側に塗られるワニスで、通常は無色。 その目的は、ブリキに塗られたインクやワニスのセット(システム)の密着性を高めることにある。 |
| 外部システム | 容器とその リトグラフを 保護 するために、容器の 外側に塗 られる一連のニス。. で構成されるのが一般的です。 ホワイトエナメルプラスアルファ仕上げ用ニス. |
| 内部システム | 容器の 内側を 保護するために、 補完的な特性を持つ 一連の ワニスを 順次 塗布すること。 |
| SITA | ブリキの 単位 100平方メートル(System Internacioinal Timplate Area)に相当する表面積につき。 4,943人分 ベースボックス または5,537に 欧州のベースケース. |
| OVERLAY | 通常、プラスチック製のピースで、開封が容易な 充填済み 容器の 閉鎖部の上に装着し、一度開封した容器は蓋として使用できるため、連続して消費する際に製品の保存性をより高めることができる。 |
| ラパ | 容器 本体の アグラ付けされた側面の縫い目の両端部の重ね合わせ部または重ね合わせ部. この部分には、他の部分と同じように4枚の素材が使われているのではなく、1枚の二重の厚みがあるのみです。 を縫う。の実現が容易になります。 御仕舞い. |
| OVERLAY
ソレイユ |
ボディ展開のエッジの重なり を、もう一方では 間の電気溶接を可能にし、結果として 脇縫い. |
| ソラペ
オーバーラップ |
オーバーラップを参照してください。 |
| ソルダル性 | 特定の材料に溶接できる性質。 例えば、錫は簡単にはんだ付けができるため、はんだ付け性が高いと言われています。 |
| 溶接機
カウンター溶接機 |
容器本体の 側面の継ぎ目を 溶接するための機械. タイプにすることができます。 電気ハンダ付け をスポットで、または溶融錫鉛合金の添加で行う。 |
| 電気溶接 | 部品を接合するための技術。 低電圧、高強度、高周波の交流電流を電極で接合する部品に流し、発生する熱で一定の融合を得る(ジュール効果)というものである。 金属加工業界では、特にボディの サイドシームを作る方法の一つとして使用されています。 |
| 電気溶接 ホット |
金属が適正温度を超え、脆く壊れやすくなった電気溶接のこと。 |
| 電気溶接 エフアールアイエー |
電気溶接 金属が適切な温度に達していないところ。 簡単に剥がせる。 |
| サイドウェルディング | サイドの縫い目は 、 ボディの 重なり部分を溶接することでしっかりと固定 される。 この溶接には、熱(電気)または溶融合金を加える方法があり、 サイド溶接と呼ばれる。 |
| SOMBRERETE (トロケル) |
ダイ・トップにかぶせる帽子状の部品(キャップ)。. 弾性システム(スプリング)に搭載され、エクストラクタの衝撃を受け止め プレス キャリッジストローク上で キャリッジ. との連帯で結ばれているため イジェクト から せんこうパンチから部品を引き抜きます。 |
| スプリングバック角 (HOJALATA)さん |
ブリキ板の降伏強度の簡易測定法. 主な用途は以下の通りです。 ブリキ板タイプ にじゅうわりびきというのも、薄いため硬度や焼入れ性の判定に信頼性がないためです。 硬度 従来の方法(デュロメーター使用)で。 の試験管を被せることで行われます。 ブリキ 規定の寸法の試験片を専用の工具で曲げ、曲げた試験片の角度を、曲げの力を解放した後にテンプレートで測定する。 この角度を知り、厚みを知ることで ブリキ はダブルエントリーノモグラムグラフで運ばれ、その弾性限界を与える。 このテストは、高度限界の決定に必要なやや高価な実験装置を必要とせず、簡単かつ迅速に高度限界を決定するための近似値であるが有効な値を提供するものである。 |
| サファー
マトリクスベース |
行列の基底を参照 |
| 硫化 | オートクレーブの熱の作用により、容器内壁の錫が、含まれる食品のタンパク質の分解の結果として形成される硫黄イオンに攻撃されることによって起こる化学現象。 通常、黒っぽい斑点が現れます。 |


