
SUMMARY
金属加工分野の基本的な素材であるブリキ、TFS、アルミ…などの資料をしっかりと持っていると、多くの作業に役立ちます。 ここでは、複数のアプリケーションのさまざまなデータを組み込んで作成する方法を説明します。
材料仕様
金属加工業界では、各製品の製造に使用される金属に関するすべてのデータが反映された文書を用意することが望ましい。 この文書は、材料がブリキの場合は「ブリキ仕様書」と呼ばれますが、TFS、アルミニウム、またはブラックプレートの場合もあります。
このドキュメントは、以下のような多くのアプリケーションがあります。
– テクニカルオフィス
– 購買部による原材料の発注を定義するための基本文書。
– 原価計算。
– コイルスリッター作業の基本資料。
– 関連スタジオによるフォトリスの準備。
– リトグラフの印刷版とニス引きローラーの準備。
– Production: Scroll、Press、Shears…などの機器を調整するための基本資料。
– 品質管理、記録やカットの検証のために。
– などです。
リッドのブリキ仕様
本稿では、蓋の金属仕様書の作成方法に焦点を当てます。 イージーオープンタイプでも、クラシックなフラットトップタイプでも、ドキュメントはどちらも同じです。 どのデータを入れるのが便利なのか、それぞれのデータはどのように計算されるのかを見ていきます。
ここでは、金属加工業界で最も一般的に使用されている直径73mmの標準的なキャニングボトムを例に挙げて、手順を説明します。
まず知っておかなければならないのは、カットオフ、つまり底面を形成するために型抜きされるディスクの直径である。 今回の背景では88.7mmです。 これにより、コイルから巻かれたシートの幅や長さなどの寸法を計算することができます。 この計算については、すでに本サイトで公開されている著作に詳しく書かれているので、ここでは割愛します。 見てください。
シートの寸法がわかれば、仕様書のテクニカルデータシートを作成し、シートを描き、その幾何学的構成を定義するすべての寸法を詳細に記載することができる。 図1参照。 見ての通り、このシートは2つの部分から構成されています。 上段には、計算するデータが反映される一連のボックスがあり、下段には、すべてのデータを含むシートの図面が表示されます。
最初の4つのボックスは、純粋に情報を提供し、指定するものです。
– ファンドのコマーシャル指定
– 該当する場合は、製造するプレス機の番号。
– 本文書の完成日
– ファンドの基本構造の特徴
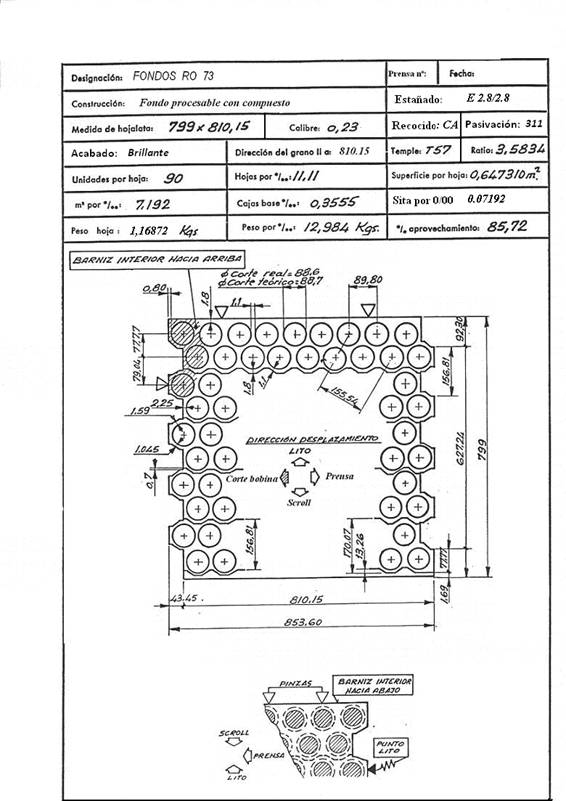
図1:ボトム73のブリキ仕様
続いて、使用する素材のシートの定義に入ります。 シートの幅と長さを決定するためには、いくつかの要素を考慮する必要がありますが、主なものは以下の通りです。
– 寸法のために余分なコストがかからないように、ブリキの購入価格表。 施策ごとの最低料金に適応していることが確認されなければならない。
– コイルスリッティングラインの最大・最小寸法容量。 この容量以内であること
– ニスやプリントのラインで許される最大寸法と最小寸法の間にあること。
– ストリップカット用のセカンドカットスクロールとプレスマガジンの寸法容量。 その結果、シートのストリップがその範囲内にあること。
これらを分析し、上述の作業を経て対応する計算を行うことで、プロセス中に問題なく使用できる有効なシート寸法が得られます。 刃の正味の長さは、切断線の送りピッチと一致しており、これは材料消費量の計算に必要なデータである。総体的な長さは、「クレンレ」の高さ(この例では43.45mm)を含み、機器の寸法制限を考慮しなければならない。
コイル幅がわかれば、母材の圧延方向、すなわち結晶粒の方向が自動的に決定される。
ボトムの寸法、機械的耐性、用途に応じて、以下のような他のデータが提供されます。
– 錫メッキ
– 厚さ
– アニーリング
– パッシベーション
– 表面仕上げ
– テンプル
これらのパラメータはよく知られており、必要であれば、このウェブサイト上の作品を参照することができるので、ここではあえて触れません。
これらの値はすべて、ファンド仕様書73の対応するボックスに入力する必要があります。
ここからは、プロセスの他の段階でのさらなる計算に有効な、一連の興味深いデータの決定に入ります。
– Units per sheet:1シートあたりの獲得資金数を示す。今回の例では90資金。
– Sheets per %0:1,000枚の背景を作成するのに必要なシート数を表示します。 1000を1枚あたりの枚数で割って求めます。 (1000/90 = 11.11)
どちらのデータも、あるオーダーの資金をカバーするのに必要な枚数を計算するのに興味深いものです。
– Area per sheet:シートの面積をm2で表します。 これは、正味の長さ(切断線のピッチ)とコイルの幅の積で得られ、単位はmです。 (0.799×0.81015=0.647310m2)となります。
– 比率:ブリキ市場で1単位とされている20インチ×14インチ(508×355.5mm=180594mm2=0.180594m2)のシートの表面積とのサイズ比を示す。
比率=0.647310/0.180594=3.5843。
– m2 per %0:1000個のボトムズを製造するのに必要なブリキの面積。 それは、%0の1枚あたりの葉の面積の積です。 (0.647310×11.11=7.192m2)。
– 0%あたりのベースケース:この数字を決める前に、「ベースケース」を定義します。 ブリキ市場で広く使われている測定単位です。 ユニットシート(20インチ×14インチ)の倍数になっています。 ベースボックス」には2つのタイプがあります。
–アメリカンベースボックス:メディアユニットの 表面積あたりのブリキ20X14インチ、31.360平方インチのシート112枚分の表面に相当し、20.23平方メートルに相当します。主にアメリカ市場で使用されています。1 ベースケース= 1.1201 欧州ベースケース=0.2023
-欧州のベースケース: ユニットの平均値の 表面積あたりのブリキ 20X14インチ、28,000平方インチのシート100枚分の面積に相当し、18.06平方メートルに相当します。欧州市場で好んで使用されています。1 欧州のベースケース=0.8928 ベースケース= 0.1806
したがって、「0%あたりのベースボックス」という数字は、1000個のボトムズを製造するのに必要なブリキのベースボックスを表しています。 m2×%0 の面積をベースボックスの面積で割って求められます。 アメリカ版とヨーロッパ版のどちらを使用するかによって異なります。
アメリカのベースケース1%0:7,192/20.23=0.3555
欧州のベースケース1%0:7.192/18.06 =0.3982
– Sita for %0:これは、上記と同じデータを別の方法で表現したものです。 SITAはブリキの表面積を測るもう一つの単位で、定義されています。
– SITA:100平方メートルに相当する表面積あたりのブリキ の測定単位(System Internacioinal Timplate Area)。 4,943人の ベースケース または5,537人の欧州ベースケースに相当。
したがって、「0%あたりのシタ」とは、1000個の資金を生み出すために必要なシタの数であり、0%あたりの 表面m2 をシタの表面で割って算出される。 (7.192/100 = 0.07192 sitas)
得られたこれらのデータ(シートあたりの面積、比率、%0あたりのm2、%0あたりのベースケース、%0あたりのサイト)には、特にいくつかの効用があります。
– 製鉄所にブリキを発注する際のコストの計算では、商品の原産国によって料金が異なりますが、これらの単位のいずれかを使用することができます。
– リソグラフィーやシートニスの注文にかかるコストの計算。 第三者がこの作業を行う場合、その料金もこの単位を使用します。
– 内部消費の計算。
– 1枚あたりの重量: 1枚の体積にスチールの密度をかけて求めます。 Kg.で表すとこうなります。
1枚あたりの重量=(64,731×0.23/100)×7.85=1,16872Kg
– 0%あたりの重量:ボトムズを1000個作るのに必要なブリキの重量です。 葉1枚あたりの重量に葉 をかけたものに、%0をかけた ものに等しい。
0%あたりの重量 = 1.16872 x 11.11 = 12.9844 Kg
後者の2つのデータは役に立つ。
– 輸送価格の算出
– 特定のサプライヤーと、材料の価格を計算するために。
– 使用率: ボトムズの製造に使用された金属の正味の割合を報告する。
稼働率=カットオフ・ホイールの面積×カット数×100/1枚あたりの面積。
稼働率 = 44.3 x 44.3 x 3.1416 x 90 x 100 / 647310 = 85.72 %。
この情報は、ファンドの標準コストの計算に必要です。
これらの値が決まると、それぞれのボックスに反映され、背景の板金仕様書が完成する。
その他のデータは、ブリキの潤滑状態、ブリキの内部コードなど、個々のニーズに応じて追加することができます。




0コメント