
イントロダクション
前世紀後半、コスト削減の必要性から、カバーやボトムの製造に使われる金属の表面積を最大限に活用することが徐々に求められるようになった。 そこで、まずプレスのウェブにジグザグカットを導入し、その後、コイルからシートを切り出す際にも同じ手法を用いるようにした。
本論文の目的は、これらのジグザグカットのシルエット(プロファイル)を計算するための基本的な概念を提示することである。 英語で「Scroll Shearing(スクロール・シャーリング)」という言葉が広く使われている。 したがって、今後はこの用語を使用します。 コイルスリッターラインで行うものを一次スクロールスリット、プレス用ストリップやバンドを準備するためのシャーで行うものを二次スクロールスリットと呼ぶことにする。
ストリップはシングルダイ(シングルパンチ)に使用されることもあり、その場合は1列のボトムしか含まれませんが、最も一般的なケースはダブルダイ、すなわち2列のストリップに使用されるものです。 そこで、本研究では、後者のタイプに焦点を当てることにする。
初期パラメータ
計算を始めるには、まずいくつかのデータを知る必要がある。 これらは
– D=蓋を型抜きするために必要な材料の切断径。 事前に計算し、実践的に検証しているのでしょう。
– N1 = バンドごとに取得するカット数。 で制限されることになります。
– コイルスリットラインの最大/最小カットピッチ。
– スクロールシェアで許容される最大/最小のシート幅を指定します。
– 印刷機が受け入れることができる最大/最小ストリップ長。
これらのデータは、機械のマニュアルに記載されていること。
– N2= 1枚あたりに実現したいバンド数。 によって制限されるものとする。
– スリッターラインが処理できる最大幅/分のコイルを指定します。
– スクロールシェアが処理できる最大/最小のシートの長さ。
– F1=カット間の最小トリミング。
– F2 = ストリップのカットと側面のエッジの間のトリム
– F3 = カットとベルトエンドの間のトリム
– F4 = カットとクレネレーションエッジの間のトリム
このオフカットの価値は、プレスの精度や金型の品質と連動しているのです。
これらの初期パラメータを図1に示すが、識別しやすいように長方形の枠で囲ってある。
計算をより分かりやすくするために、例を挙げて説明しましょう。
あるキャップについて、以下の値を仮定する。
D=92mm。
N1 =18 ( 9列の2段)
N2 = 5
F1 = 1,1 mm 連続スライス間
F2 = カットオフとストリップのサイドエッジ間の1.8mm
F3 = カットとベルトエンドの間0.8mm
F4 = カットとクレネレーションエッジの間2.25mm
下の図1をご覧ください。 その中に、カッティングスキームのさまざまなパラメータを定義するさまざまな寸法を文字で表現しています。
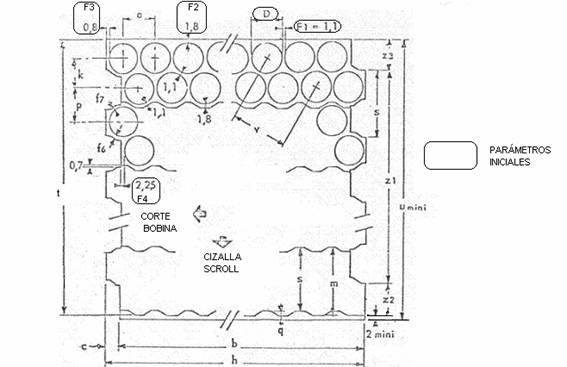
また、コイルカットとスクロールシャー切断時の材料の送り方向を2つの矢印で示しました。 これから異次元の計算を展開します。
1º – 2つのカット間の距離: a = D + F1 ( a = 92 + 1.1 = 93.1 )
この値 aは 、プレス機の送り速度に相当する。
第2項 コイルカット長: b=a×(N1/2-1)+D+2F1
( b = 93.1 x 18/2 – 1) + 92 + 2 x 0.8 = 838.4 )
コイルスリットラインの送り工程です。
3º – 一次スクロールのクレネレーションの深さ:c = a/2 – F3 + F4
( c = 93.1/2 – 0.8 + 2.25 = 48 )
4º ・葉の長さ: h = b + c ( h = 838.4 + 48 = 886.4 )
5º – 同一バンドのセンターロー間の距離。
k = a/2 x 1/ tg30º k = a/2 x 1/ tg30º k = a/2 x 1/ tg30º
k = 93.1 /2 x 1/ 0.57733 = 80.624
6º・帯域幅: m = 2F2 + D + k( m = 2 x 1.8 + 92 + 80.624 =176.224 )
7º-2つのクッションの隣り合う中心列の距離。
p = V (2F1 + D)(2F1 + D) – (F1/2 + D/2) (F1/2 + D/2)
p = V (2 x 1.1 + 92 ) (2 x 1.1 + 92 ) – (1.1/2 + 92/2) (1.1/2 + 92/2) = 81.894となる。
8º – セカンダリースクロールバトルメントの高さ:q = D + 2F2 – p
( q = 92 + 2 x 1.8 – 81.894 = 13.706 )
9º – スクロールせん断におけるせん断段差: s = m – q( s = 176.224 -13.706 = 162.518 )
10º – 葉の正味幅(トリミングなし):t = ( N2 – 1 ) s + m
t = (5 -1 ) x 162.518 + 176.224 = 826.296
11º ・最小シート幅(コイル幅): u = t + 最小トリミング 量
( u = 826.296 + 2 = 828.296 )
この数字は切り上げられるので、829mmが必要なコイル幅となる。
12°-キャップダイのパンチセンター間の距離。
v = V ( a ( a + D/2 +F1/2) x ( a + D/2 +F1/2) + k x k )
v = V ( 93.1 + 92/2 + 1.1/2 ) × ( 93.1 + 92/2 + 1.1/2 ) + 80.624 × 80.624 = 161.252
13º – 極端なバトルメント間の距離:z1 = t – m
( z1 = 826.296 -176.224 = 650.072)
14º.- z2 = k ( z2 = 80.624 )
15º- z3 = t -z1 -z2( z3 = 826.296 – 650.072 – 80.624 = 95.6 )
シートの主な寸法はこれくらいです。 次に、一次および二次スクロールのクレネレーションプロファイルの詳細な測定に入る。 そのために、図2に定義された寸法に従うことにする。
基本パラメータ
-A) 一次および二次スクロールバトルメントの傾斜角度は30ºである。
B) 一次クレネレーション頂点に対する二次スクロール切断開始位置のオフセットが0.7mmであること。 そうすることで、切り口がきれいになり、端に棘ができないようになります。
C) 上記と同様の効果を得やすくするため,一次スクロールの頂上の傾斜は,二次スクロールのカットオフと一致し,5°と30°の2つの傾斜を持つ複合傾斜とした. 図2の詳細参照
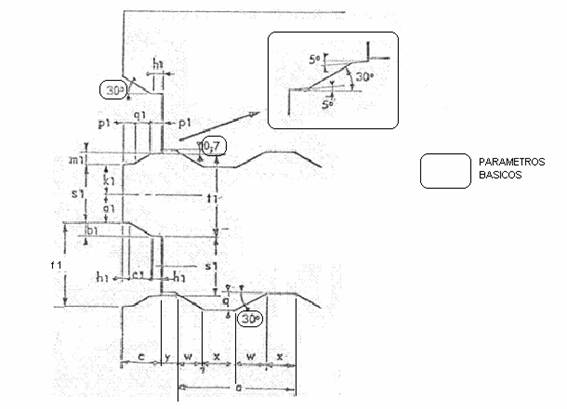
図2
16º – セカンダリースクロールバトルメントのスロープ長:w = q /tg 30º.
(w = 13.706 /0.57733 = 23.74 )
17º. 二次スクロールバトルメントのベース長さ:x = ( a – 2w )/2
(x = (93.1 – 2 x 23.74)/2 = 22.81)
18º.-a1 = k – D/2 – F2 ( a1 = 80.624 – 92/2 – 1.8 = 32.824 )
19º.-b1 = k – 2 a1( b1 = 80.624 – 2 x 32.824 = 14.976 )
20º.-c1 = b1/ tg30º( c1 = 14.976/0.5773 = 25.94 )
21º.- h1 = ( c – c1 )/2 h1 = ( 48 – 25.94 )/2 = 11.03
22º.- k1 = p – D/2 – F2 + 0.7( k1 = 81.894 – 46 – 1.8 + 0.7 = 34.794 )
23º.- m1 = p – 2k1 ( m1 = 81.894 – 2 x 34.794 = 12.306 )
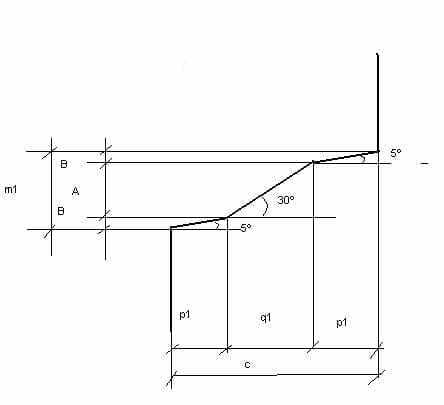
座標p1、 q1の計算には、図3を見ていただきたい。
以下の式が成立する。
c = 2p1 + q1
m1 = 2B + A, B = p1 x tg 5º , A = q1 x tg 30º.
したがって、m1 = 2p1 x tg5º + q1 x tg30º = 0.176 p1 + 0.5773 q1です。
したがって、2つの未知数を含む方程式は次のように記述される。
c = 2p1 + q1
M1 = 0.176P1 + 0.5773 Q1
となりますが、 cとm1はすでに既知の値なので、次のようになります。
2p1 + q1 = 48
0.176P1 + 0.5773Q1 = 12.306
この式を解くと、次のような値が得られる。
p1 = 15.741 ql = 16.518
26º.- Y寸法を計算する 。
図2より
c + y + w – p1 = w + x + w、簡略化する。
c + y – p1 = w + x、から。
y = w + x + p1 – c
y = 23.74 + 22.81 + 15.741 – 48 = 14.291
27º.- s1 = k1 + a1 ( s1 = 34.794 + 32.824 = 67.618 )
28º- f1 = m1 + s1 + b1 ( f1 = 12.306 + 67.618 + 14.976 = 94.9 )
29º.- f6 このカットを計算するために、図4を使用します。 満たされています。
1) y = D/2 + F3 + F4 – F/2
y = 92/2 + 0.8 + 2.25 – 1.1/2 = 48.5
2º) x = V k*k + y*y
x = V 80.624×80.624 + 48.5×48.5 = 94.087
3º) f6 = ( x – D )/ 2
f6 = (94.087 – 92 ) / 2 = 1.0435
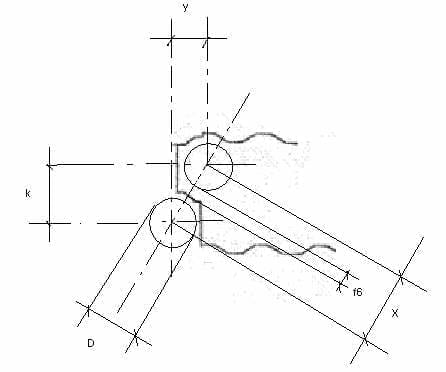
図4
30º. -f7. 先ほどと同様の推論をすれば、次のようになる。
1) x’ = V p*p + y*y
x’ = V 81.894×81.894+ 48.5×48.5 = 95.178
3º) f7 = ( x’ – D )/ 2
f6 = (95.178- 92 ) / 2 = 1.589
これらの値をすべて計算するための小さなコンピュータープログラムを用意するか、入手することで、手作業で操作する必要はない。









0コメント