カッププレス
監査を続けながら、コイル走行について見ていく。コイルはプレス潤滑剤で塗布されるが、これは一般的にポスト潤滑剤と同じ合成化学物質で、エステル含有量が高い。コイルがプレスで塗布されると、この潤滑剤は一組のフィード・ローラーを介してプレスに供給される。上部ローラーは一般に、潤滑剤の分配を改善するために螺旋状の溝を持つゴム製で、下部ローラーはショット・ブラストで粗面化されたステンレス鋼製である。まれに、下部ローラーのショットブラストが過剰であったり、空気圧送りローラーの圧力が高すぎたりして、ショットブラストパターンがコイルの下面に含浸してしまうことがあります。この損傷は下面、通常はコイルの外周または外側ステーションのカップに現れ、ショートカン(剥離)の原因となります。フィードロールの圧力を下げても、コイルがスリップすることなく、この損傷が解消されない場合は、トップロールが「クラウン」 (ロールの中心部の直径が大きい)なしで製造された可能性が高く、それに応じて形状を変更する必要があるかもしれません。

場合によっては、最新のコイル・フィードは、空気圧でコイルをインデックスするフィード・パッドを使用する。プレス潤滑剤は潤滑システムの中で最も重要な部分であるが、あまり理解されていないのは、カップの外側またはコイルの底は純粋にカップメタル成形工程のためであり、カップの内側またはコイルの上部はボディメーカーのDWI工程のために重要であるということである。最新のボディメーカーの速度は、一般的に350cpmの領域であり、DWI工程の再絞り部分における塗布時間はマイクロ秒しか許されない。プレス機内部の潤滑剤は、パンチ貫通時間、エステル含有量、塗布のための主要な潤滑剤です。
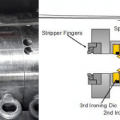
カッププレスは、ブランクダイとエンボッサーのセットで構成され、縦型ダブルアクションプレスに取り付けられています(これは、2つの工程が同じ場所で完了することを意味します)。ブランキングシャンクは、固定されたコイルから円形または非円形のディスクをスタンプし、ウェブを残します(テーラーがスーツを裁断する際に残す余分な布のようなもの)。長年にわたるコンピューターによる計算により、ウェブとそれに続く無駄を最小限に抑える切断パターンが生み出されてきた。ブランキングツールのカッティングエッジにバリやチッピングが発生すると、その結果生じる粗いエッジが 「ウィスカー」や微細なアルミチップを形成し、それがラインに沿って運ばれてカップを汚染し、外傷性の短缶状態を引き起こします。これが、ライン全体が短缶化(シェディング)するポイントです。その結果生じる“ウィスカー ” は、カップ排出ライン、カップハンドリングシステム、ボディメーカーへのカップ供給、ボディメーカーのツールパックに見られます。通常、このような損傷が発生するのは、取り付け時か、刃先が「鋭すぎる」ために最初のブランクを製造する時です。専門家の中には、カッティングエッジを軽くサンディングして0.001インチの磨耗を生じさせると、ファーストインパクトのためにエッジが硬くなる傾向があることを発見した人もいます。
ドロー・ステムは前進を続け、ブランクをカップの形に引き寄せる。カップ製造のこの時点で、ブランクがしっかりと固定され、ゆっくりとリリースされないと、「スリップ」効果によりカップにしわが寄ります。この問題の典型的な原因は、カッピングクッションのクランプ圧が低いか、潤滑油膜の重量が大きいためにブランクの下面が滑りやすく、ブランクのクランプ機構が良好なグリップを維持できないことである。この工程の最後に、カップはエアストリップアシスタントの助けを借りてツールから降ろされる。このストリップ・アシスタントが、圧力が低すぎたり、潤滑剤が多すぎたりして不具合を起こすと、カップがパンチから適切に離れないため、楕円形のカップが製造される可能性があります。プレスをセットアップする際、プレス排出システムのダクトが、下方に吹き出す際にカップの経路に干渉しないようにすることが重要です。

パンチから排出されたカップは、前述のエアアシスト排出ダクトに吹き込まれ、カップを搬送システムに運びます。このシステムの空気圧が高く設定されすぎると、カップはカップ搬送システムの壁にぶつかって破損し、短い缶や楕円形のカップも生じる。オーバルカップの製造は、ひどい場合、ボディメーカーパンチへのカップ供給位置の問題を引き起こし、その結果、不正なカップ供給(これはボディメーカーセンサーに “No visible can “として登録されます)を引き起こす傾向があります。
アンコイラーとルブリケーター排出口でコイルに損傷がないかチェックすることの重要性については前にも述べた。これは、スチールフィードロール上やプレス走行中にプレスによって引き起こされる可能性のある損傷についても同様である。外傷性の短缶状態が進行中であり、短缶トラブルシューティング図がそのような損傷の可能性を示している場合、コイルを5メートル取り外し、下面を注意深く調べ、この部分に損傷が発生していないかどうかを確認することが有用である。
出来上がったカップは、しわが最小限かまったくないはずです。シワの上を爪でなぞったときにシワが感じられる場合は、おそらく「ブリードスルー」が生じている可能性があります。これは、平滑化されたアルミニウムが、白またはパステルカラーのインクが黒い線として半透明に透けて見える美的状態です。このシワの谷間は、カップ製造工程で生成された遊離アルミニウムが堆積する理想的な場所であり、この堆積物はその後、ボディメーカーの段階で缶表面上で平滑化されます。潤滑剤を減らすか、カッピングクッションの圧力を上げると、シワが減るか無くなり、カップ上部の壁が滑らかになります(これはカップ上部に光沢のある部分として現れます)。この壁の平滑化は、壁全体の高さの10%を超えてはならない。マッチング・ギャップが大きすぎる場合も、このようなしわの原因になります。これは、ブランキングと絞り加工の段階で、金属が形を変えながら自由に動くようになるためです。この工程では管理が重要である。
冶金的性質のため、製造されたカップにはわずかな “イヤリング “が見られる。イヤリングが過剰な場合(一般的に平均より3mm以上高い場合)、缶の品質が損なわれます。すぐ下に傷やラミネーションがあるイヤリングは、プレスツールやキャニスターを洗浄することで解決できるスクラップのダメージを示します。イヤリングがすべてのカップにあり、素材の木目に対して45°または90°の方向に向いている場合は、コイルの品質が原因である可能性が高いため、コイルを交換する必要があります。
カッピング・クッションの問題により、カップが不均等な速度で塑性変形して形成され、金属が薄くなることがあるからである。これは通常、半径のすぐ上に白い線として見られる。その結果、金属が薄くなり、トラウマになるようなショートカンの状態になる。
最後に、製造されたカップに爪で触ってわかるような跡、傷、へこみがある場合は、製造上の問題となるため、その原因を突き止め、取り除かなければならない。
カップ搬送システム:カップ搬送システムは、一般的にエアーアシストエレベータとカップ搬送ベッドで構成されています。場合によっては、カップ搬送ベッドは機械的なコンベヤーベルトに置き換えられる。カップ排出システムと同様に、空気圧のバランスが正しくないと、カップが損傷したり、ショート缶が発生したりすることは避けられません。空気抽出器などの外部汚染物質や、プレス工程で発生するウィスカーなどによる汚染の兆候がないか、搬送システムを常にチェックすることをお勧めします。