缶詰工程
食品缶詰の製造工程には、最終製品の品質と安全性を確保するための重要なステップがいくつかあります。 以下は、提供された情報に基づく主要ステップの要約である: 食品の準備:食品の化学的・臭素学的組成に応じて、コールドチェーンの維持、選別、洗浄、混合、ブランチング、予備調理などの工程が実施される。...




はじめに アルミニウムは、その優れたバリア性、強度、リサイクル性により、食品保存業界で広く使用されている素材である。 技術革新により、アルミ包装は食品の保存と生産効率を向上させるように進化してきた。...
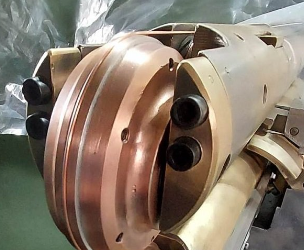
溶接ホイールの研磨は、金属パッケージの製造において溶接品質を確保するための重要なメンテナンス手順である。 ソウドロニックでは、100万から最大600万ボディの生産後、または少なくとも1週間に1回、溶接ホイールのプロファイルを研削することを推奨しています。...

はじめに 3ピース缶のような金属容器の製造工程では、板金の端部を接合して容器の胴体を形成する溶接が重要な役割を果たす。 包装業界の大手機械メーカーであるソウドロニック社は、抵抗溶接に不可欠な部品であるディスコン・ウェルディング・ホイールを開発しました。 DISCON溶接ローラーの説明...

缶コーティングのショッピング・トレンド 金属包装業界向けのコーティング剤購入の傾向として、BPA-ni(非意図的ビスフェノールA)法に準拠した製品が好まれることが示されており、これはコーティング剤メーカーがこれらの規制への準拠を証明する証明書を提供しなければならないことを意味する。...

缶のへこみを減らすには、缶の製造工程と取り扱い工程のいくつかの側面を考慮することが重要である: シーミング工程の最適化: 缶のシーミング時に発生するしわの問題が、缶の小型化を阻む要因であることが明らかになっている。 シール工程を最適化することで、へこみの可能性を減らすことができる。...

ブリキの伸びは延伸工程における重要な要素である。 伸びとは、素材が破断せずに伸びる能力のこと。 深絞り加工の場合、より高い伸びを持つブリキは、破断が起こる前に、より大きな変形を許容する。 絞り加工中にプランジャーに力が加わると、ブリキは応力を受けて変形する。 ブリキの伸びが低いと、成形時に割れやすくなる。...

ブリキの硬度は、いくつかの点で絞り加工に影響を与える。 入手可能な情報によると、プロセス中の表面故障を避けるために、ブリキは十分な変形能力を持たなければならないと述べられている。 したがって、硬度が不十分なブリキは、絞り加工時に適切に変形することが難しく、その結果、部品に欠陥が生じる可能性があることが推察される。...
延伸工程で使用されるブリキの種類は、工程のさまざまな側面に影響を与える可能性がある。 考えられる影響を以下に挙げる: 変形能力:ブリキの変形能力は、延伸工程での表面不良を避けるための重要な要素である。 高い変形能力を持つブリキ鋼は、部品成形を成功させるために有益である。...

金属容器の溶接におけるフランジのひび割れは、いくつかの要因によって引き起こされる可能性がある。 代表的な原因としては、以下のようなものがあります: 溶接パラメーターが正しくない:溶接電流、機械速度、溶接ロール圧力が正しく設定されていない場合、タブに亀裂が入る可能性がある。...

開けやすいブリキの蓋を作る手順は以下の通り: ブリキまたはアルミコイルの一次スクロールスリット。 葉のニス塗りとリトグラフ。 鋏で蓋を円形に切る。 基本的な蓋の概要または形成。 蓋の切り込み、型押し、リベット、リング。 切開部分を保護するために、切開部分に再度ニスを塗る。 蓋の内側にゴムを貼り、キャニスターとの密閉性を確保する。...

延伸中のブリキの破断は、いくつかの要因によって引き起こされる可能性がある。 最も一般的な原因としては、以下のようなものがある: 不適当な材料: 使用するブリキの厚さ、延性、調質などが絞り加工に適さない場合、加工中に破断することがある。 金型設計:...


はじめに 金属パッケージの製造工程は、最終製品に形と機能を与えることを目的とした一連の段階を経ています。 その一つがネッキングで、容器の上端の直径を小さくして、クロージャーにぴったりとフィットさせる。 しかし、この過程で、ネッキングの端にシワができるなどの不具合が生じることがあります。...
イージーオープンの蓋がオートクレーブ処理後に開いて出てくることがあるのは、いくつかの理由があります。 考えられる原因について説明します: オートクレーブ中の圧力が高すぎる:オートクレーブ内の圧力が高すぎると、滅菌処理中に蓋が開いてしまうことがあります。 オートクレーブ内の圧力が、使用する蓋の種類に応じた推奨範囲内であることを確認することが重要です。...

はじめに 缶詰業界では、缶詰を適切に殺菌・保存するためにオートクレーブ工程が不可欠です。 しかし、オートクレーブ内で缶が倒れることがあり、製品の品質や安全性に影響を及ぼすことがあります。 本ホワイトペーパーでは、この問題の考えられる原因を分析し、それを回避するためのソリューションを提案します。 缶の品質と強度...

はじめに 金属缶の製造において、溶接は部品をつなぎ合わせ、容器の健全性を確保するために不可欠な工程です。 缶の封緘でよくある欠陥のひとつにフィッシュテイルがあり、その後の取り扱いに支障をきたすことがあります。 この技術記事では、缶溶接におけるフィッシュテール欠陥の解決方法について詳しく説明する。 フィッシュテール欠陥の定義...

はじめに ツイストオフクロージャーは、包装業界、特に食品包装用のガラスやプラスチックの瓶に広く使用されている金属製クロージャーの一種です。 ツイストオフクロージャーの特徴、製造工程、用途について詳しく解説しています。 ツイストオフリッドの特徴...
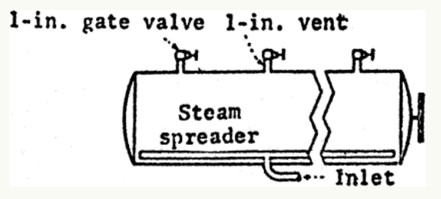
作成者:Carlos Herrera Alfaro、ドイツ連邦共和国KIN e.V.で缶詰加工を専門とする漁業技術者。日時・場所:グアヤキル、2022年11月25日 低酸性缶詰(LACF)および酸性化缶詰の熱処理に関わる設備と同様に、缶詰工場の標準化は、21CFR113の勧告に従って実施されなければならない。40 of the Food and...

ほとんどの場合、このような状況は、缶メーカーが自分のデコレーターに望んでいないことです。 ほぼすべての缶メーカーが異なるアプローチを持っていますが、ほとんどの場合、この共通の問題を避けるために、おそらくすべての同じことをしています。誰だって、印圧を高めて缶を思い切りよく印刷したいものです。...
従来は、加飾機のスピードは600cpm~1300cpm、ラベル交換の平均時間は30min~45minでした。 しかし、缶の市場や需要が拡大するにつれ、生産速度が足りなくなり、工程全体が革新の途にあったのです。 昔は、ラベルの色も4色しかなく、デザインも今ほど複雑ではありませんでした。...
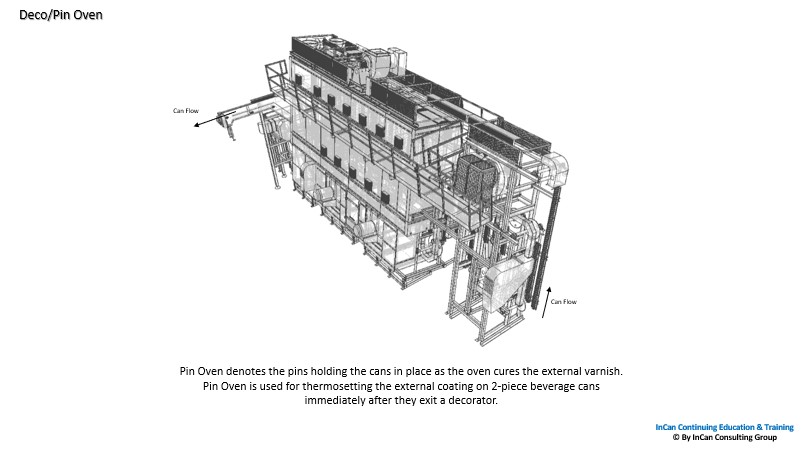
ピンオーブン(Pin Oven) 缶の外装ニスの硬化に特化した設計で、印刷工程から出た缶の直後に行われる硬化工程。 このキュアオーブンは、ドーム内のラベル印刷機とニス塗り機の後に位置し、同じピンチェーンを共有しているため、その速度は印刷機の速度に依存します。...

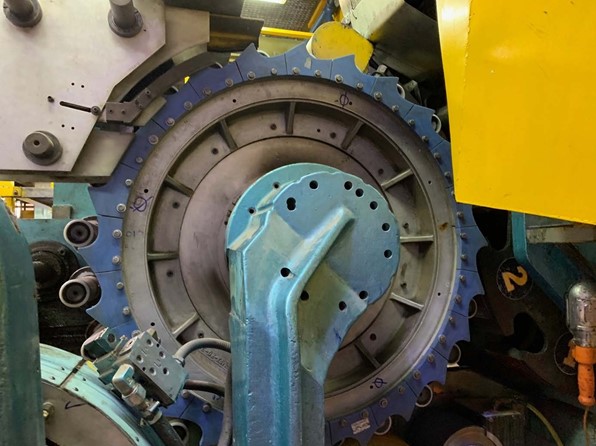
毎日の仕事の中で、さまざまな機会や困難な場面に直面します。 卓越したオペレーションを追求するために、私たちは日々無駄との戦いを行っています。この日々の生産性向上のための戦いは、メンテナンス、プロセス、そして人に直接関係しています。 そして、そのためにメンテナンスの問題を続けていくことになりました。 ...
今ではオペレート・デコレーションの良し悪しが非常に重要で、どの缶メーカーもより多くの缶を、より多くの出力を得るために最善を尽くしています。 しかし、印刷速度の向上や廃棄物の削減など、生産性の向上を実現することは容易ではありません。 ですから、私の考えでは、良い安定した印刷機を持つことは非常に重要です。 どうすれば実現できるのか? インフィードで...
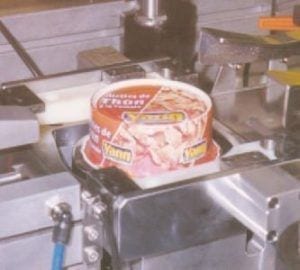
先月、私はネットワークに記事を掲載しましたが、これは非常に特殊なケースで、ある親友から、サバ、カツオ、マグロ、フリゲート・マグロなどの水産物の切り身をオリーブオイルでパックした瓶詰めの缶詰の生産量を増やすにはどうしたらいいか、という相談を受けました。...
食品缶詰の製造工程には、最終製品の品質と安全性を確保するための重要なステップがいくつかあります。 以下は、提供された情報に基づく主要ステップの要約である: 食品の準備:食品の化学的・臭素学的組成に応じて、コールドチェーンの維持、選別、洗浄、混合、ブランチング、予備調理などの工程が実施される。...
従来のクロージャーの技術的な製造工程は、提供された情報には明確に詳述されていない。 しかし、イージー・オープン・クロージャーとピール・オフ・クロージャーに関する情報に基づいて、金属製クロージャーの製造工程の一般的な側面を推測することはできる。 従来の蓋の製造工程は、以下の一般的なステップを含む:...
ピールオフ・クロージャーは、金属製容器に使用されるクロージャーの一種で、工具を追加することなく容器を完全かつ簡単に開封できる。 技術的には、以下の製造工程によって特徴付けられる: 円形カット/鋏:蓋の土台となる円形の金属片をカットする。 基本蓋:プレカットされた円形ピースは、イージーオープン蓋と同様の方法で加工される。...
ブリキ缶の溶接 はじめに 製缶における溶接の重要性についての簡単な説明。 缶の種類(2~3個)と缶詰業界における関連性について言及。 溶接は缶の製造に不可欠な工程であり、特に魚の缶詰業界で一般的に使用されている3ピース缶には欠かせない。 この缶は、長方形のブリキ板を円筒状に丸め、溶接された縦の継ぎ目で接合して作られる。...
はじめに アルミニウムは、その優れたバリア性、強度、リサイクル性により、食品保存業界で広く使用されている素材である。 技術革新により、アルミ包装は食品の保存と生産効率を向上させるように進化してきた。...
溶接ホイールの研磨は、金属パッケージの製造において溶接品質を確保するための重要なメンテナンス手順である。 ソウドロニックでは、100万から最大600万ボディの生産後、または少なくとも1週間に1回、溶接ホイールのプロファイルを研削することを推奨しています。...
はじめに 3ピース缶のような金属容器の製造工程では、板金の端部を接合して容器の胴体を形成する溶接が重要な役割を果たす。 包装業界の大手機械メーカーであるソウドロニック社は、抵抗溶接に不可欠な部品であるディスコン・ウェルディング・ホイールを開発しました。 DISCON溶接ローラーの説明...
缶コーティングのショッピング・トレンド 金属包装業界向けのコーティング剤購入の傾向として、BPA-ni(非意図的ビスフェノールA)法に準拠した製品が好まれることが示されており、これはコーティング剤メーカーがこれらの規制への準拠を証明する証明書を提供しなければならないことを意味する。...
缶のへこみを減らすには、缶の製造工程と取り扱い工程のいくつかの側面を考慮することが重要である: シーミング工程の最適化: 缶のシーミング時に発生するしわの問題が、缶の小型化を阻む要因であることが明らかになっている。 シール工程を最適化することで、へこみの可能性を減らすことができる。...
ブリキの伸びは延伸工程における重要な要素である。 伸びとは、素材が破断せずに伸びる能力のこと。 深絞り加工の場合、より高い伸びを持つブリキは、破断が起こる前に、より大きな変形を許容する。 絞り加工中にプランジャーに力が加わると、ブリキは応力を受けて変形する。 ブリキの伸びが低いと、成形時に割れやすくなる。...
ブリキの硬度は、いくつかの点で絞り加工に影響を与える。 入手可能な情報によると、プロセス中の表面故障を避けるために、ブリキは十分な変形能力を持たなければならないと述べられている。 したがって、硬度が不十分なブリキは、絞り加工時に適切に変形することが難しく、その結果、部品に欠陥が生じる可能性があることが推察される。...
延伸工程で使用されるブリキの種類は、工程のさまざまな側面に影響を与える可能性がある。 考えられる影響を以下に挙げる: 変形能力:ブリキの変形能力は、延伸工程での表面不良を避けるための重要な要素である。 高い変形能力を持つブリキ鋼は、部品成形を成功させるために有益である。...
金属容器の溶接におけるフランジのひび割れは、いくつかの要因によって引き起こされる可能性がある。 代表的な原因としては、以下のようなものがあります: 溶接パラメーターが正しくない:溶接電流、機械速度、溶接ロール圧力が正しく設定されていない場合、タブに亀裂が入る可能性がある。...
開けやすいブリキの蓋を作る手順は以下の通り: ブリキまたはアルミコイルの一次スクロールスリット。 葉のニス塗りとリトグラフ。 鋏で蓋を円形に切る。 基本的な蓋の概要または形成。 蓋の切り込み、型押し、リベット、リング。 切開部分を保護するために、切開部分に再度ニスを塗る。 蓋の内側にゴムを貼り、キャニスターとの密閉性を確保する。...
延伸中のブリキの破断は、いくつかの要因によって引き起こされる可能性がある。 最も一般的な原因としては、以下のようなものがある: 不適当な材料: 使用するブリキの厚さ、延性、調質などが絞り加工に適さない場合、加工中に破断することがある。 金型設計:...
一般的な金属パッケージのコーティング・オプションには、主に液体コーティングと粉体コーティングの2種類がある。 どちらのタイプのワニスにも長所と短所があり、最適なワニスを選ぶには、その工程と製品に特有のニーズが必要となる。 リキッドワニス:これらのワニスは一般的にスプレー、ディッピング、ローリングによって塗布されます。...
はじめに 金属パッケージの製造工程は、最終製品に形と機能を与えることを目的とした一連の段階を経ています。 その一つがネッキングで、容器の上端の直径を小さくして、クロージャーにぴったりとフィットさせる。 しかし、この過程で、ネッキングの端にシワができるなどの不具合が生じることがあります。...
イージーオープンの蓋がオートクレーブ処理後に開いて出てくることがあるのは、いくつかの理由があります。 考えられる原因について説明します: オートクレーブ中の圧力が高すぎる:オートクレーブ内の圧力が高すぎると、滅菌処理中に蓋が開いてしまうことがあります。 オートクレーブ内の圧力が、使用する蓋の種類に応じた推奨範囲内であることを確認することが重要です。...
はじめに 缶詰業界では、缶詰を適切に殺菌・保存するためにオートクレーブ工程が不可欠です。 しかし、オートクレーブ内で缶が倒れることがあり、製品の品質や安全性に影響を及ぼすことがあります。 本ホワイトペーパーでは、この問題の考えられる原因を分析し、それを回避するためのソリューションを提案します。 缶の品質と強度...
はじめに 金属缶の製造において、溶接は部品をつなぎ合わせ、容器の健全性を確保するために不可欠な工程です。 缶の封緘でよくある欠陥のひとつにフィッシュテイルがあり、その後の取り扱いに支障をきたすことがあります。 この技術記事では、缶溶接におけるフィッシュテール欠陥の解決方法について詳しく説明する。 フィッシュテール欠陥の定義...
はじめに ツイストオフクロージャーは、包装業界、特に食品包装用のガラスやプラスチックの瓶に広く使用されている金属製クロージャーの一種です。 ツイストオフクロージャーの特徴、製造工程、用途について詳しく解説しています。 ツイストオフリッドの特徴...
作成者:Carlos Herrera Alfaro、ドイツ連邦共和国KIN e.V.で缶詰加工を専門とする漁業技術者。日時・場所:グアヤキル、2022年11月25日 低酸性缶詰(LACF)および酸性化缶詰の熱処理に関わる設備と同様に、缶詰工場の標準化は、21CFR113の勧告に従って実施されなければならない。40 of the Food and...
ほとんどの場合、このような状況は、缶メーカーが自分のデコレーターに望んでいないことです。 ほぼすべての缶メーカーが異なるアプローチを持っていますが、ほとんどの場合、この共通の問題を避けるために、おそらくすべての同じことをしています。誰だって、印圧を高めて缶を思い切りよく印刷したいものです。...
従来は、加飾機のスピードは600cpm~1300cpm、ラベル交換の平均時間は30min~45minでした。 しかし、缶の市場や需要が拡大するにつれ、生産速度が足りなくなり、工程全体が革新の途にあったのです。 昔は、ラベルの色も4色しかなく、デザインも今ほど複雑ではありませんでした。...
ピンオーブン(Pin Oven) 缶の外装ニスの硬化に特化した設計で、印刷工程から出た缶の直後に行われる硬化工程。 このキュアオーブンは、ドーム内のラベル印刷機とニス塗り機の後に位置し、同じピンチェーンを共有しているため、その速度は印刷機の速度に依存します。...

毎日の仕事の中で、さまざまな機会や困難な場面に直面します。 卓越したオペレーションを追求するために、私たちは日々無駄との戦いを行っています。この日々の生産性向上のための戦いは、メンテナンス、プロセス、そして人に直接関係しています。 そして、そのためにメンテナンスの問題を続けていくことになりました。 ...
今ではオペレート・デコレーションの良し悪しが非常に重要で、どの缶メーカーもより多くの缶を、より多くの出力を得るために最善を尽くしています。 しかし、印刷速度の向上や廃棄物の削減など、生産性の向上を実現することは容易ではありません。 ですから、私の考えでは、良い安定した印刷機を持つことは非常に重要です。 どうすれば実現できるのか? インフィードで...
先月、私はネットワークに記事を掲載しましたが、これは非常に特殊なケースで、ある親友から、サバ、カツオ、マグロ、フリゲート・マグロなどの水産物の切り身をオリーブオイルでパックした瓶詰めの缶詰の生産量を増やすにはどうしたらいいか、という相談を受けました。...