1. مقدمة
في عملية تزيين العلب الألومنيوم ذات القطعتين، يكون نظام الحبر هو محور الأداء الرسومي. على الرغم من أن أسطوانة البطانات تنقل الصورة إلى جسم العلبة وأن أسطوانة اللوحة تحتوي على التصميم، فإن الحبرية —مجموعة من الأسطوانات المضبوطة بدقة— هي التي تضمن أن تتم الطباعة بطريقة:
- موحدة في اللون
- بوضوح جيد في التفاصيل
- بسرعات تتجاوز 2000 علبة في الدقيقة
أي تغيير طفيف في توصيل الحبر —سواء كان زيادة أو نقص، أو تغير في درجة الحرارة أو الضغط— يترجم فورًا إلى عيوب مثل:
- تغير في الألوان
- تشوه النقاط (زيادة النقطة)
- أشرطة مرئية
- حواف متسخة أو غير واضحة
لذلك، فإن الحبرية هي في الوقت نفسه عضو ميكانيكي دقيق وآلية تحكم رسومية.
التدريب يوضح فلسفة رئيسية:
ضغط منخفض، تعريف أقصى.

2. كيف يتحرك الحبر في النظام
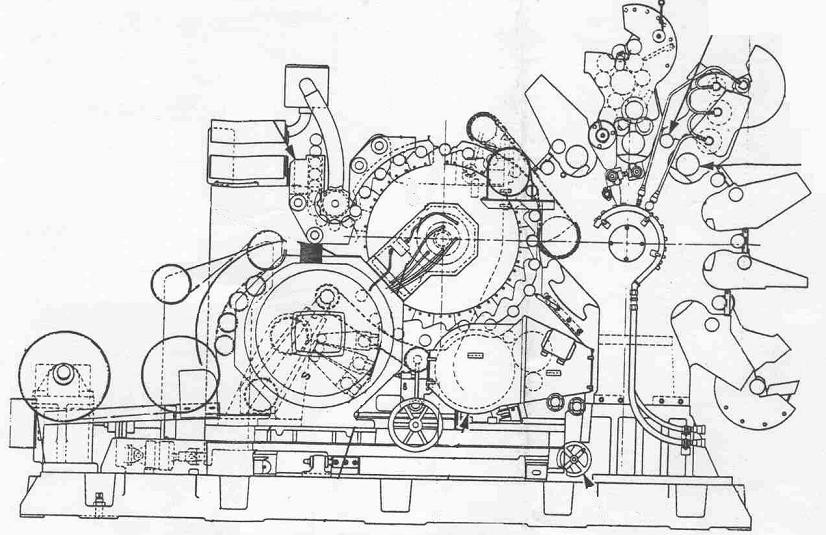
يبدأ مسار الحبر من المصدر، يصل إلى أسطوانة المصدر ويدخل في سلسلة من الأسطوانات المتزامنة بدقة التي تقوده نحو المناطق البارزة من اللوحة الفوتوبوليمرية. ستلتقط البطانات تلك الصورة لطبعها على العلبة.
التسلسل الفني لمسار الحبر:
المصدر → أسطوانة المصدر → أسطوانة النقل → أسطوانة الفولاذ → أسطوانات التوزيع → أسطوانات التذبذب → الأسطوانات الرئيسية → أسطوانة اللوحة → البطانات → العلبة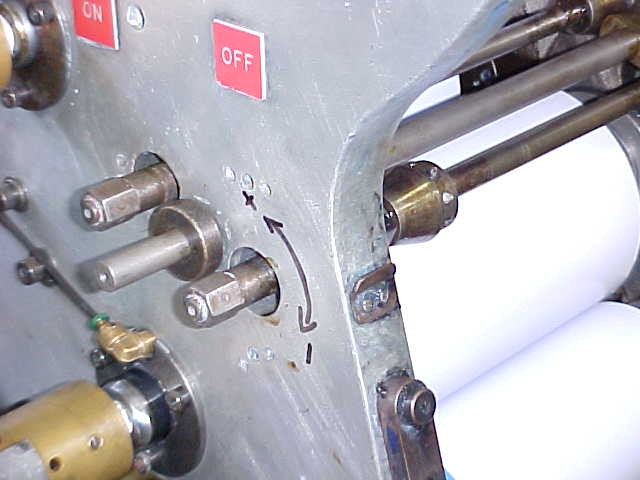
كل أسطوانة لها وظيفة محددة داخل جودة العملية.
إذا فشلت واحدة، فإن الخطأ يتضاعف في الأسفل.
3. مصدر الحبر — العنصر الأول للجودة
يحتوي المصدر على الحبر ويقوم بتوزيعه بواسطة شفرة قابلة للتعديل. يحتوي على تسع نقاط ضبط على طوله لتنظيم كمية الحبر المنقولة إلى الأسطوانة بدقة.
- تدوير المسمار عكس اتجاه عقارب الساعة → يزيد الحبر
- تدوير في اتجاه عقارب الساعة → يقلل الحبر

يمكن أيضًا ضبط الميل لمنع الحبر من التأكسد أو الجفاف عند العمل بكميات صغيرة.
إذا فشل التحكم في المصدر، سيضخم النظام بأكمله ذلك:
الكثير من الحبر → زيادة الضغط → حرارة → زيادة النقطة
قليل من الحبر → ألوان باهتة → كثافة منخفضة
لا شيء يصحح لاحقًا:
إذا خرج الحبر بشكل سيء من المصدر، يصل بشكل سيء إلى العلبة.
4. الأسطوانات: الهندسة وراء الطباعة
أسطوانة النقل
بالإضافة إلى نقل الحبر، تتلقى حركة غريبة من كام، مما يضمن:
- دوران مستقر
- نقل محكم للحبر
- تعويض التآكل حتى مع التوقفات القصيرة

إذا تدهورت هذه التذبذبات → تظهر الأشرطة العمودية.
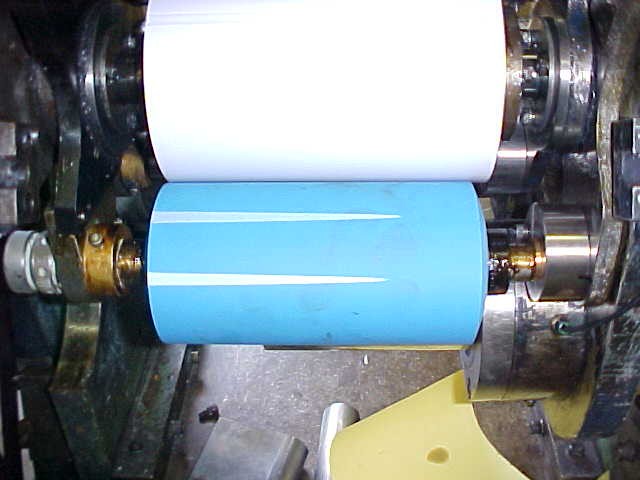
أسطوانات التوزيع والتذبذب
الحبر ليس مجرد فيلم: يجب أن يكون موحدًا عبر عرض الأسطوانة.
تتحرك الأسطوانات التذبذبية جانبيًا لتجنب:
- مناطق جافة
- تغير اللون بين الجوانب
- أشرطة في الألوان الصلبة
- نقص في الوضوح
الأسطوانات الرئيسية
هما اثنتان بأقطار مختلفة:
| أسطوانة | الوظيفة الرئيسية |
| الأسطوانة الرئيسية اليسرى (F1) | العمل مع التفاصيل والضوء العالي |
| الأسطوانة الرئيسية اليمنى (F2) | العمل في الألوان الصلبة والمناطق الواسعة |
كلاهما يلامس:
- الأسطوانات التذبذبية
- أسطوانة اللوحة
ضبطها يحدد الجودة النهائية للصورة.
5. ضغط الاتصال — حيث يتم تحديد الجودة
ضبط الضغوط أمر حاسم.
الهدف: اتصال بدون تشوه.
| زيادة الضغط | نقص الضغط |
| تشوه النقطة | نقص الحبر |
| حواف متسخة | لون ضعيف في التفاصيل |
| تسخين | غسل الضوء العالي |
| تآكل مفرط | تغير اللون |
يتم التحقق من ذلك بمراقبة الحبر على الأسطوانات أثناء التشغيل.
تظهر علامات الاتصال دائمًا المشكلة الحقيقية.
الأسطوانة لا تكذب أبدًا.
6. التبريد — الاستقرار غير المرئي
يعتمد أداء الحبر وحالة الأسطوانات بشكل كامل على درجة الحرارة. لذلك، يتم تزويد الأسطوانات الفولاذية وصندوق التروس بالماء المبرد بدرجة حرارة تتراوح بين 22 درجة مئوية و25 درجة مئوية.
إذا تجاوزت درجة الحرارة هذا النطاق:
- يتغير لزوجة الحبر → لون غير مستقر
- يمكن أن تنتفخ الأسطوانات البولي يوريثان
- تزداد الاحتكاك والضوضاء
- يتدهور استقرار العملية
يضمن تكوين جديد الوصول بنفس درجة الحرارة إلى جميع الأسطوانات.
وبذلك يتم تجنب “النقاط الساخنة” التي تؤثر فقط على منطقة الطباعة.
7. تنظيف آمن وفعال
أثناء تغييرات اللون، يتم التنظيف باستخدام نظام جامع الحبر:
- يتم تركيب الجامع
- يتم تطبيق الكحول في المصدر
- يتدفق الحبر المتبقي إلى الجامع
- يتم إزالته والتخلص منه بأمان
هذا يمنع:
- تلامس الأيدي مع الآليات المتحركة
- التلوث بالألياف أو البقايا
- زيادة العلب المرفوضة أثناء الانتقال
أقل قذارة = مزيد من الأمان = مزيد من التوافر.
8. حل المشكلات من خلال قراءة الطباعة
الطباعة تشخيص في الوقت الحقيقي.
كل عيب مرئي هو نتيجة مباشرة لخلل ميكانيكي أو ضغط.
| عيب مرئي | السبب الجذري | الإجراء الموصى به |
| ألوان باهتة | نقص الحبر / ضغط منخفض | زيادة الإمداد في المصدر / مراجعة الاتصالات |
| حواف متسخة أو هالات | زيادة الحبر والضغط | تقليل الضغوط تدريجيًا |
| جانب أكثر ظلمة | نقص في التوازي | إعادة ضبط الأسطوانات الحرجة |
| فقدان التفاصيل الدقيقة | زيادة النقطة | تقليل الضغط على اللوحة |
| تغير اللون مع مرور الوقت | مشاكل التبريد | مراجعة تدفق الماء / درجة الحرارة |
لا يوجد عيب لا يملك تفسيرًا ميكانيكيًا.
9. الدقة عند السرعة العالية
هذه العملية هي مزيج من الطباعة البارزة والأوفست الجاف، مما يسمح بالطباعة على السطح المعدني بدون محلول مصدر.
ميزة:
- لا يوجد تداخل بين الماء والحبر
تحدي:
- إعادة إنتاج التفاصيل الدقيقة أكثر تعقيدًا بسبب زيادة النقطة
وكل ذلك يحدث بسرعات قصوى:
عند أكثر من 2000 عبوة في الدقيقة، يتحول أي خطأ صغير إلى عيب كبير.
إذا انحرفت الضغط → يتغير اللون
إذا تغيرت درجة الحرارة → تفقد الوضوح
إذا توقفت أسطوانة عن التذبذب → تظهر الشريط في ثوانٍ
في العلب، السرعة لا ترحم.
10. الخاتمة
نظام الحبر هو محرك الجودة في آلة تزيين العلب.
إذا كان المصدر يوزع بشكل جيد → يكون اللون مستقرًا
إذا كانت الأسطوانات متوازنة → يتم إعادة إنتاج الألوان بشكل صحيح
إذا كانت درجة الحرارة تحت السيطرة → يتم الحفاظ على الوضوح
إذا كان التنظيف فعالًا → لا يترك إعادة التشغيل أي آثار
كل شيء يعمل لهدف واحد:
وضع الحبر الضروري فقط، فقط في المناطق البارزة من اللوحة،
تمامًا في اللحظة التي تتلامس فيها العلبة مع البطانات.
الحبرية لا تغفر الأخطاء.
لكنها دائمًا تعطي إشارات واضحة لما هو خطأ.
من يتعلم تفسيرها، يصبح طابعًا حقيقيًا.
 تطلق Stolle وحدة تحبير عالية الأداء لجهاز Rutherford Decorator
تطلق Stolle وحدة تحبير عالية الأداء لجهاز Rutherford Decorator
 تقدم شركة VELOX تقنية طباعة العلب الجديدة
تقدم شركة VELOX تقنية طباعة العلب الجديدة
 تحسين دقة وكفاءة زخرفة العلب: دمج ماستركام من ماستركامين في ماكينات طباعة ستول
تحسين دقة وكفاءة زخرفة العلب: دمج ماستركام من ماستركامين في ماكينات طباعة ستول
 مصمم العلب: الابتكار والتكنولوجيا في طباعة حاويات الألومنيوم
مصمم العلب: الابتكار والتكنولوجيا في طباعة حاويات الألومنيوم
 مقدمة لتقنيات وآلات تزيين العلب
مقدمة لتقنيات وآلات تزيين العلب
 تصنيف عيوب الطباعة في العلب
كيف تعمل عملية CMYK في طباعة القصدير
تصنيف عيوب الطباعة في العلب
كيف تعمل عملية CMYK في طباعة القصدير
 الانطباع الحالي وانطباع الماضي
الانطباع الحالي وانطباع الماضي
 تقوم شركة INKMAKER بتثبيت نظام INKTRASYST® الجديد في بكين
تقوم شركة INKMAKER بتثبيت نظام INKTRASYST® الجديد في بكين
 ملصقات نصفية وشاشة حريرية
ملصقات نصفية وشاشة حريرية


