الحماية الداخلية في علب المشروبات المصنوعة من الألومنيوم.
بالإضافة إلى علم المعادن ، نحن نعمل في صناعة المواد الغذائية وبالتالي يجب أن نضمن جودة المنتج إلى أقصى الحدود ، خاصة فيما يتعلق بالحماية الداخلية للحاويات الخاصة بنا في العلبة المكونة من قطعتين.
لنتحدث بإيجاز عن هذه العملية ، مع بعض النصائح للحفاظ على هذه المعدات المهمة التي تشكل جزءًا من روتين التشغيل اليومي في حالة جيدة.
حاليًا لدينا عدة نماذج من IS (الرش الداخلي) أو IC (الطلاء الداخلي). معدات تعمل بسرعة عالية تتراوح من 300 إلى 400 علبة في الدقيقة.
بعضها أقدم ، وبعضها أكثر حداثة ، لكن جوهر الفريق لا يتغير أبدًا. مبادئ التشغيل هي نفسها بغض النظر عن النماذج أو الشركات المصنعة. كل نفس الغرض.
تطبيق طبقة من الورنيش الداخلي بهدف حماية العلبة من مفعول السائل / الشراب مع الحفاظ على خصائص نكهتها.
يحمي العلبة من التآكل ويقلل الاحتكاك بأدوات نيكر من خلال تشكيل الرقبة.
ولكن كيف يعمل؟
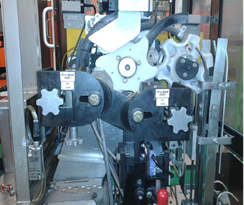
يتم تغذية الآلة بحزام ناقل وصف من العلب. تدخل هذه العلب إلى قواديس التغذية الخاصة بطبقات الطلاء الداخلية وتتناسب بشكل متزامن مع النجمة.
عادة ، يكون للنجم 06 مقعدًا ، ولكل مقعد بكرة مسئولة عن إمساكها وتدويرها. يتم تحريك دوران البكرات بواسطة محرك وحزام.

بعد استلام الورنيش ، تذهب العلبة إلى IBO ، وهو فرن مسؤول عن تجفيف الورنيش ومعالجته.
يتم التحكم في هذه العملية بشكل مستمر من خلال اختبارات الوزن للورنيش والطلاء ، والتحكم في المعادن المكشوفة ، ولكل منها تردده المحدد بناءً على المعايير التي وضعها قطاع الجودة.

كل منتج له حدود مواصفاته. يجب تحديد أي انحرافات والتعامل معها بسرعة. يوصى بأن يقوم كل مصنع بعرض سجلاته واستكشاف الأخطاء وإصلاحها لتدريب الفنيين. هذا ضروري لتحديد ومعالجة السبب الجذري للمعدن المكشوف.
في هذا الجزء من العملية ، يجب إنشاء معايير لتكوينات الماكينة واتباعها بطريقة منضبطة. سيضمن ذلك كفاءة المعدات ويساعد في التتبع والتحقيق في حالة حدوث أي انحراف.
كمثال ، لدينا الجدول التالي لحساب عدد اللفات. الفكرة هي الحصول على الرقم الأقرب إلى رقم صحيح.
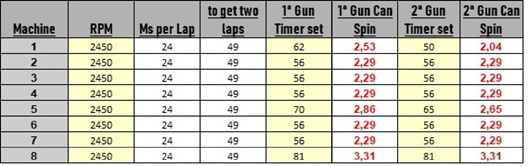
يحتوي هذا الجدول على صيغة محددة ويوضح لنا كيف يمكننا تحقيق عدد الدورات اللازمة للتطبيق الصحيح لطبقة الورنيش.
يمكن أن يتسبب التغيير العشوائي أو غير المنتظم في وقت إطلاق البندقية في مضايقات مختلفة ، مثل اختلافات طبقة الورنيش ، أو نفايات الورنيش ، أو زيادة الأوساخ على الماكينات.
بالإضافة إلى وقت إطلاق النار ، يوصى بتوحيد الارتفاع والمسافة والقمم وزاوية البندقية والضغوط بشكل عام.

هذا هو السبب في أنه من المهم تحديد الإعدادات واستخدامها بطريقة منضبطة ، لأنها تمنع إجراء التعديلات غير الضرورية.
من المهم الإشارة إلى أن كل مصنع يطور تكوينه مع مصنعي المعدات وموردي الورنيش وفقًا لتنسيقات العلب ونوع المنتج. يوجد أدناه مثال لإعداد التنسيقات 12 أوقية.

هذا مثال على تكوين الجهاز. إن توسيع هذه المعايير لتشمل جميع المعدات التي لديك عبر الإنترنت يولد توحيد المعايير ويمنحنا ضمانًا للتشغيل الجيد. يجب فحص هذه التعديلات يوميًا ، نظرًا لأنها ، على الرغم من وجود أنظمة تثبيت قوية جدًا ، فهي عرضة للفشل ويمكن أن تفقد موقعها.
في الماضي ، كانت الوحدات التناظرية تقوم بكل التحكم الإلكتروني بالمعدات ، لكنها تفتقر إلى ميزات الحماية والمراقبة ، وغالبًا ما تترك العملية مكتشفة للأعطال.
مع تقدم التكنولوجيا ، أصبح لدينا اليوم إمكانية الوصول إلى أنظمة التحكم والمراقبة التي تضمن أداءً ممتازًا ، وتحمي العملية من الانحرافات التشغيلية للمعدات.
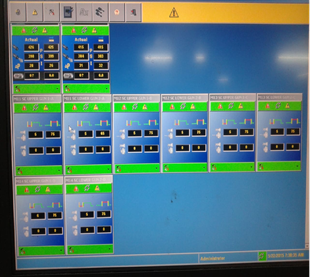
من الممكن المراقبة عبر الإنترنت وفي الوقت الفعلي ، والضغوط ، وأوقات إطلاق النار ، والرسوم البيانية المختلفة للتحليل ، والتحذيرات وتواريخ الأعطال ، ومعايرة البندقية ، وما إلى ذلك.
أخيرًا ، الروتين الأساسي للحفاظ على الأداء الجيد والتوافر العالي في الطلاء الداخلي.
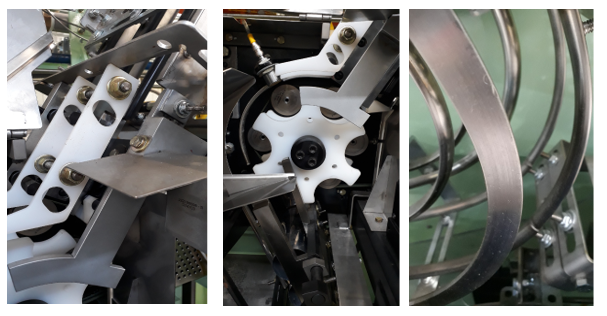
تنظيف المعدات.
لا يضمن التنظيف الدقيق للمسامير ، وموجهات التغذية والمخرج ، والبكرات ، والنجوم ، في الطلاء جودة المنتج فحسب ، بل يشير أيضًا إلى الاهتمام بـ 5S وصيانة القطاع.
هناك عدد لا حصر له من ضوابط العملية والجودة والصيانة التي يجب أن نتبعها دائمًا ، لأن الامتثال لهذه الإجراءات سيضمن لنا أداءً ممتازًا في جميع الجوانب.
أندريه مالطا.
مستشار Mundolatas
 إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
إستراتيجية لحل المشاكل في خط إنتاج علب المشروبات الألومنيوم
 PPG لتوسيع الطاقة الإنتاجية لعلب المشروبات اللامعة ISENSE
PPG لتوسيع الطاقة الإنتاجية لعلب المشروبات اللامعة ISENSE
 جيسون موموا ، السفير الجديد لأكواب Ball المصنوعة من الألومنيوم في الولايات المتحدة
جيسون موموا ، السفير الجديد لأكواب Ball المصنوعة من الألومنيوم في الولايات المتحدة
 وصلت إعادة تدوير علب المشروبات المصنوعة من الألومنيوم إلى مستوى قياسي في المملكة المتحدة
وصلت إعادة تدوير علب المشروبات المصنوعة من الألومنيوم إلى مستوى قياسي في المملكة المتحدة
 عمليات التشكيل في خط إنتاج عبوات الألمنيوم
عمليات التشكيل في خط إنتاج عبوات الألمنيوم
 قائمة التحقق التشغيلية
قائمة التحقق التشغيلية
 خارطة طريق لإعادة تدوير علب المشروبات المصنوعة من الألومنيوم بنسبة 100٪
خارطة طريق لإعادة تدوير علب المشروبات المصنوعة من الألومنيوم بنسبة 100٪
 مواصفات علب وأغطية المشروبات المصنوعة من الألومنيوم
مواصفات علب وأغطية المشروبات المصنوعة من الألومنيوم
 تصميم علب المشروبات المصنوعة من الألومنيوم
تصميم علب المشروبات المصنوعة من الألومنيوم
 خط لحاويات المشروبات “ثلاث قطع”
خط لحاويات المشروبات “ثلاث قطع”



0 تعليق